
HDI PCB Design Guide: The Ultimate Expert Resource (2026)

HDI PCB design guide — this is the resource electronics engineers, hardware architects, and product teams need when a conventional multilayer board can no longer meet the density, performance, or size requirements of a modern design. High-Density Interconnect (HDI) technology delivers routing density 4–8 times higher than standard multilayer PCBs. It enables the fine-pitch BGA escape routing, compact form factors, and high-speed signal performance that today’s smartphones, 5G modules, automotive radar systems, medical wearables, and aerospace avionics demand. But HDI introduces a substantially more complex set of design rules, manufacturing constraints, and cost tradeoffs that standard PCB design guidelines do not address. This ultimate guide covers everything: what HDI is and when you need it, how to choose the right stackup structure, microvia design rules, BGA escape routing strategies, signal integrity for HDI layouts, DFM requirements, manufacturing process overview, cost structure, and how to choose the right fabrication partner. Every section is backed by current IPC standards and factory-proven engineering data. What Is HDI PCB? Definition and Standards (what-is-hdi-pcb) HDI PCB (High-Density Interconnect Printed Circuit Board) is a category of printed circuit board defined by finer trace geometries, smaller via structures, and higher interconnect density per unit area than conventional multilayer PCBs. Per IPC-2226 — the governing international standard for HDI PCB design — an HDI board is characterised by: Quick Definition — What Is an HDI PCB? An HDI PCB (High-Density Interconnect Printed Circuit Board) is a printed circuit board that uses laser-drilled microvias (typically <150 μm diameter), fine traces (≤100 μm), and sequential lamination to achieve significantly higher wiring density and shorter signal paths than standard multilayer PCBs. Governed by IPC-2226, HDI technology enables fine-pitch BGA routing, compact electronic form factors, and improved electrical performance for advanced products such as smartphones, automotive radar systems, 5G modules, aerospace electronics, and medical devices. The HDI standard also defines a classification system — Type I through Type VI — based on the number and arrangement of microvia layers, which is covered in detail in the stackup section below. HDI PCB vs. Standard Multilayer PCB — Key Differences (hdi-vs-standard-multilayer) All HDI PCBs are multilayer, but not all multilayer PCBs are HDI. The key distinction is via technology and feature size. HDI PCB vs. Standard Multilayer PCB — Key Differences Parameter Standard Multilayer PCB HDI PCB Via type Mechanically drilled through-hole Laser-drilled microvias, blind, buried Minimum via diameter >200 μm (8 mil) 50–150 μm Minimum trace/space 100–150 μm (4–6 mil) 50–100 μm (2–4 mil) Pad density <20 pads/cm² >20 pads/cm² Routing density vs. standard Baseline 4–8× higher Layer construction Single lamination Sequential lamination cycles BGA pitch support 0.8 mm and above 0.4 mm and below Cost premium Baseline 1.3–6× depending on complexity Manufacturing complexity Standard High — multiple build-up cycles The fundamental advantage of HDI is the elimination of through-hole vias, which pass through every layer regardless of whether a connection is needed on that layer. This wastes routing space on every layer the via passes through. Microvias connect only the layers that actually need the connection, freeing up routing channels throughout the board. When Does Your Design Need HDI? (when-does-your-design-need-hdi) HDI is not the right choice for every design. It adds manufacturing complexity and cost that is only justified when specific design requirements cannot be met with conventional multilayer PCB technology. Conditions that indicate HDI is needed When standard multilayer is sufficient Consider standard multilayer PCB design best practices before committing to HDI. If your minimum BGA pitch is 0.8 mm or larger, your trace/space requirements are 4 mil or wider, and your board size is not tightly constrained, a conventional multilayer board almost certainly meets your needs at lower cost and with shorter lead times. Decision Rule — When Should You Use HDI PCB? Consider HDI PCB technology when your design includes BGAs with pitch below 0.8 mm, requires via-in-pad routing for fine-pitch components, needs line/space below 100/100 μm (4/4 mil), or when conventional through-hole vias consume excessive routing area. The HDI cost premium — typically 1.3× to 3× higher than standard multilayer PCBs — is justified when HDI enables: Smaller board size and compact form factor Reduced total layer count Improved high-speed signal performance Manufacturability of ultra-dense BGA layouts Advanced routing impossible with conventional PCB technology HDI Stackup Types — 1+N+1, 2+N+2, ELIC, and More (hdi-stackup-types) HDI stackup notation uses the formula i + N + i, where: 1+N+1 — Standard HDI (Type I/II) Structure: 1 build-up layer on each side of N core layers Typical layer count: 4–6 total layers Build-up dielectric thickness: ~30 μm per build-up layer Microvia capability: Blind vias from outer layers to first inner layer only Cost premium over standard PCB: +30–50% Best for: Medium-density designs, BGAs with 0.5–0.8 mm pitch, designs transitioning from conventional multilayer A 1+N+1 HDI stackup is the most common entry point into HDI. It adds one laser-drilled build-up layer to each side of a conventional core, enabling blind via escape routing from BGA pads on the outer layers without through-hole vias consuming routing space on inner layers. 2+N+2 — Advanced HDI (Type III) Structure: 2 build-up layers on each side of N core layers Typical layer count: 6–10 total layers Microvia capability: Two-tier microvias — stacked or staggered — enabling connections from outer layer to deeper inner layers Cost premium: +80–150% over standard PCB; 40–50% less than ELIC Yield: 85–90% production yield (vs. 70–75% for ELIC) Reliability: Passes 2,000 thermal cycles per IPC-TM-650 2.6.7 with less than 5% resistance change in microvias Best for: Advanced mobile devices, automotive radar, 5G RF modules, aerospace avionics with BGAs at 0.4–0.5 mm pitch The 2+N+2 structure is the sweet spot for most high-performance HDI designs. It balances routing density, manufacturing yield, and cost more effectively than ELIC while supporting the fine-pitch BGAs and high-speed interfaces that advanced products require. An 8-layer 2+4+2 HDI board replaces a 12-layer conventional board for equivalent routing density, reducing material cost by approximately 25%. ELIC (Every Layer Interconnect) — Any-Layer HDI Structure: No rigid core — all
How Power Integrity Analysis Prevents Costly PCB Failures

Power integrity analysis is the step most PCB design teams skip — until a board fails in the field and no one can explain why. The symptoms are familiar: random resets, corrupted data, thermal hotspots, intermittent logic errors. Nine times out of ten, the root cause isn’t the schematic. It’s the power delivery network quietly failing to deliver clean, stable voltage to the components that depend on it. Modern ICs operate on rails as low as 0.8 V with tolerances tighter than ±3%. A 30 mV voltage drop that would have been irrelevant on legacy 5 V hardware is now the difference between a functioning system and a field return. PI analysis finds these problems during layout — when fixing them costs engineering hours, not full board respins. This guide covers what power integrity analysis is, what it catches, and how it protects your PCB’s reliability from design through production. What Is Power Integrity Analysis? Power integrity analysis is the simulation-based process of validating that every component on a PCB receives clean, stable voltage within its specified tolerance — under all operating conditions. It evaluates three distinct but related phenomena: PI analysis uses EDA tools — Ansys SIwave, Cadence PowerDC, Siemens HyperLynx PI — to model your actual PCB geometry, stackup, via structures, and decoupling capacitor placement. The result is a quantitative prediction of your power delivery performance before a single board is manufactured. Definition Power integrity analysis is the simulation-driven validation of a PCB’s power distribution network to prevent voltage drop, resonance, and noise from causing functional or reliability failures. Why PCB Power Integrity Failures Are Hard to Diagnose Power integrity failures are particularly damaging because they mimic other failure modes. An engineer chasing a firmware bug or a signal integrity issue may spend weeks before tracing the root cause to a collapsing power rail. Here’s why they’re difficult to catch without PI analysis: They’re load-dependent. A rail may measure correctly at idle but sag below minimum voltage under peak current load — the exact condition during functional testing or in-field operation. They’re frequency-dependent. PDN resonance only becomes destructive at specific switching frequencies. A board may pass bench validation at room temperature only to fail after thermal soak shifts component behavior. They’re intermittent. Voltage sag during a DDR memory burst or FPGA fabric switching event lasts nanoseconds. Standard bench probing misses it entirely without a high-bandwidth power rail probe and deliberate triggering. Running power integrity analysis during layout eliminates the guesswork. Instead of diagnosing failures on physical hardware, engineers identify and fix them in simulation — where the iteration cost is near zero. What PI Analysis Catches: The Four Critical Failure Modes 1. IR Drop — Voltage Starvation at the Load IR drop occurs when DC current flows through copper traces and planes with finite resistance. The voltage at the load is always lower than the source voltage, and in high-current designs that difference can be significant. A 2 A load drawing current through a narrow trace with 15 mΩ of resistance loses 30 mV — a 3.75% drop on a 0.8 V rail that immediately puts the IC outside its specified operating window. IR drop analysis produces color-coded voltage maps across your entire copper geometry, identifying exactly which paths exceed your voltage budget. 2. PDN Resonance — Noise Amplification at Specific Frequencies Every power distribution network has resonant frequencies governed by its inductance and capacitance. At resonance, PDN impedance spikes. Any switching energy injected at that frequency — from a voltage regulator, FPGA switching fabric, or DDR memory bus — gets amplified rather than absorbed. PDN resonance often explains why a design passes bench testing but fails EMI compliance. The noise is there; it’s just waiting for the right operating condition to become destructive. 3. Insufficient or Misplaced Decoupling — Capacitors That Don’t Contribute Decoupling capacitors suppress transient voltage drops by providing local charge. But their effectiveness depends on placement, value, and package size. A 100 nF capacitor placed 15 mm from an IC power pin has more inductance in its connection path than capacitance in its operating range. It contributes almost nothing to PDN impedance at the frequencies that matter. PI analysis shows which capacitors are actively reducing impedance and which are dead weight. This allows engineers to eliminate unnecessary components and reposition effective ones — reducing BOM cost while improving power integrity. 4. Voltage Ripple — Rail Noise That Corrupts Sensitive Circuits Voltage ripple is the AC noise riding on top of a nominally stable DC supply. Its sources include switching regulator output ripple (at the converter’s switching frequency and harmonics), simultaneous switching outputs (SSO) from high-density I/O banks, and load current transients during memory bursts or processor state changes. For most digital logic, moderate ripple is tolerable. For ADCs, PLLs, RF front ends, and high-speed SerDes interfaces, it is not. Even millivolt-level noise on a PLL supply rail introduces phase jitter. Millivolt noise on an ADC reference rail degrades SNR in ways that look like a firmware calibration problem until the power rail is measured with sufficient bandwidth. How IR Drop Analysis Works IR drop analysis is the DC simulation component of power integrity analysis. The workflow: A properly executed IR drop analysis catches the difference between a 0.9 V rail delivering 0.9 V at the source and 0.83 V at the IC power pin — a 7.7% deviation that guarantees intermittent failure under load. PDN Analysis and Target Impedance Explained PDN analysis extends power integrity into the frequency domain. The goal is to keep the PDN impedance below a calculated target value — the target impedance — across the full frequency range where your devices switch. Target impedance formula: Z_target = ΔV ÷ ΔI Where ΔV is your acceptable voltage ripple (typically 5% of rail voltage) and ΔI is the peak transient current demand. Worked example: A 1.0 V rail with a 5% ripple budget and a 2 A transient load → Z_target = 0.05 ÷ 2 = 25 mΩ PDN analysis plots
SMT vs Through-Hole Assembly: Which Soldering Method Is Right for Your PCB?

Introduction When it comes to SMT vs through-hole assembly, choosing the wrong method for your PCB can quietly inflate your manufacturing cost, delay your timeline, and create reliability problems that only surface after your product ships. Every PCB design reaches a moment where the engineer has to decide: surface mount, through-hole, or both? It sounds like a technical detail, but it directly affects your assembly cost, board size, mechanical reliability, and how quickly you can get boards back from your manufacturer. This guide breaks down both methods clearly — what they are, where each one wins, and how to make the right choice for your specific application. Whether you are designing a compact IoT sensor, a ruggedised industrial controller, or a power electronics board, understanding SMT vs through-hole assembly is a decision that matters more than most teams realise. 1. What Is SMT (Surface Mount Technology)? Surface mount technology places components directly onto the surface of the PCB. Components have no leads that pass through the board — instead they have flat pads or small solder balls that sit on copper pads on the top or bottom surface, held in place by solder paste and reflowed in an oven. Common SMT component packages The smallest SMT passives in common use today — 01005 (0.4mm × 0.2mm) — are about the size of a grain of sand. BGA packages hide hundreds of solder balls underneath the IC body in a grid matrix, requiring X-ray inspection to verify assembly quality. SMT is the dominant assembly technology for virtually all modern consumer electronics, IoT devices, smartphones, and computing hardware. 2. What Is Through-Hole Assembly? Through-hole assembly uses components with wire leads that pass through drilled holes in the PCB. The leads are soldered on the opposite side of the board — either by wave soldering, selective soldering, or hand soldering. Through-hole was the dominant PCB assembly method from the 1950s through the late 1980s. Today it is used selectively, primarily for components where mechanical strength, high current capacity, or replaceability matter more than board density. Common through-hole component packages Through-hole components are still the right choice for connectors that will be plugged and unplugged repeatedly, high-voltage or high-current components, and components that must survive mechanical vibration or shock. 3. Key Differences — Board Density, Mechanical Strength, Cost, Speed Here is how the two technologies compare across the metrics that matter most in production decisions: Factor SMT Through-hole Board Density Very high — components on both sides, no drill holes required Low — holes reduce routing space; components typically one side only Component Size Extremely small (down to 0.4mm × 0.2mm) Larger — requires lead pitch and hole clearance Mechanical Strength Moderate — relies on solder joint to PCB surface High — lead passes through board and is soldered on both sides Assembly Speed Very fast — automated pick and place at 20,000–60,000 cph Slower — insertion requires machines or manual operators Assembly Cost (Volume) Low at high volume — fully automated Higher — manual or semi-automated insertion adds labour Prototype Cost Moderate — stencil and setup NRE Lower for hand-soldered prototypes Rework / Repair Harder — requires hot air, tweezers, fine-pitch tools Easier — leads can be clipped, reflowed, replaced with standard tools Vibration Resistance Lower Higher — lead-through-hole provides mechanical anchor 4. When to Use SMT Choose SMT as your primary assembly method when: You need small form factor. SMT components are 10–100× smaller than their through-hole equivalents. A 0402 resistor is 1.0mm × 0.5mm. The SMD equivalent of a 16-pin DIP IC might be a QFN at 3mm × 3mm. If your board needs to fit inside a compact enclosure, SMT is not optional — it is the only viable path. You are designing for high-volume production. Automated SMT lines can place and solder thousands of components per hour with minimal human intervention. Unit cost drops sharply at volume because the machine cost is amortised across a large number of builds. Pick-and-place machines handle component placement; reflow ovens handle soldering — no manual intervention required. You are building IoT or consumer electronics. Virtually all IoT modules, Bluetooth chips, Wi-Fi SoCs, microcontrollers, and sensors are only available in SMT packages. If your BOM includes an ESP32, nRF52, STM32, or similar, you are already committed to SMT. You want double-sided assembly. SMT components can be placed and reflowed on both sides of the board, dramatically increasing routing and component density without increasing board size. You need controlled impedance or high-frequency routing. Drill holes in through-hole designs create via stubs and discontinuities in signal paths. All-SMT designs with controlled via placement offer much better signal integrity for RF, high-speed digital, and power switching applications. 5. When to Use Through-Hole Through-hole is the right choice — even in predominantly SMT designs — for specific component types: High-stress connectors. USB ports, D-sub connectors, RJ45 jacks, and power barrel jacks that are plugged and unplugged repeatedly put mechanical stress on the solder joint. Through-hole soldering anchors the connector mechanically through the board rather than relying only on surface adhesion. For consumer products with daily use, through-hole connectors last significantly longer. Power components. Large electrolytic capacitors (≥100µF, 25V+), wirewound resistors, high-current inductors, and power transistors in TO-220 or TO-247 packages all exist in through-hole form for good reason — they handle heat and current that would stress smaller SMD packages. Heat sinking through the lead and board is also more effective. High-vibration environments. Automotive electronics, industrial machinery, robotics, and aerospace applications expose boards to continuous mechanical vibration. Through-hole components, with their leads soldered on both board sides, resist mechanical loosening far better than SMT joints under sustained vibration. Prototyping with socketed ICs. Through-hole DIP ICs can be socketed — inserted into ZIF (Zero Insertion Force) or DIP sockets — allowing you to swap microcontrollers, EEPROMs, or op-amps during development without soldering and desoldering repeatedly. For R&D boards where component swaps are expected, this is invaluable. High-voltage isolation. Safety-critical applications requiring specific creepage and clearance distances between high-voltage
Turnkey PCB Assembly Services in India: Everything You Need to Know Before Placing an Order

Introduction Turnkey PCB assembly services India are becoming essential for hardware startups, OEMs, R&D teams, and electronics companies looking for reliable PCB manufacturing, component sourcing, SMT assembly, testing, and fast production support under one roof. Whether you are building a prototype, pilot batch, or full production run, choosing the right turnkey PCB assembly partner directly affects product quality, lead times, and manufacturing cost. So you have a PCB design ready. The Gerbers are exported, the BOM is drafted, and you need someone to build it. You search for PCB assembly services in India and are immediately confronted with unfamiliar terms like turnkey, partial turnkey, consignment, PCBA, SMT, AOI, and functional testing. This guide explains everything you need to know before placing an order for turnkey PCB assembly services in India, including the assembly process, testing methods, file preparation, pricing factors, and how to choose the right EMS manufacturing partner. 1. What Are Turnkey PCB Assembly Services in India? Turnkey PCB assembly means you hand off the job completely — design files, BOM, and sometimes the bare PCBs — and receive assembled, tested boards in return. The manufacturer handles component sourcing, procurement, kitting, solder paste printing, pick-and-place, reflow, inspection, and often functional testing. The Three Models Full Turnkey You supply only design files (Gerbers, BOM, centroid file). The manufacturer procures all components, fabricates bare boards, assembles, inspects, and ships finished boards. The most hands-off and most popular option for startups and hardware teams without procurement infrastructure. Partial Turnkey (Kitted Assembly) You supply some components — long-lead items or proprietary parts — and the manufacturer supplies the rest. Common for products with custom ICs, specialised sensors, or parts under NDA. Consignment (CM-Only) You supply everything: bare boards, all components, stencil, sometimes solder paste. The manufacturer provides only assembly labour and equipment. Used by large OEMs with established supply chains. 2. The Turnkey PCBA Process End to End 3. SMT vs Through-Hole Assembly in the Turnkey Context Most modern PCBs are predominantly SMT, but boards with both SMT and through-hole components require understanding the two-pass process. Pure SMT boards are the fastest and most cost-effective to assemble. The entire process is automated. If your design can be fully SMT — using SMD connectors, SMD electrolytic capacitors, SMD crystals — do it. Mixed technology boards (SMT + through-hole) require two passes: SMT components are placed and reflowed first; through-hole components are then inserted and selectively soldered. This adds time and cost, but is often unavoidable for high-current power components and ruggedised connectors. Pure through-hole boards are rare today and are assembled by hand insertion and wave soldering. 4. AOI, X-Ray, and Functional Testing in Turnkey Lines Testing is where many low-cost assemblers cut corners — and where you pay the price when field failures occur. Automated Optical Inspection (AOI) AOI machines use high-resolution cameras and image processing to inspect every solder joint and component placement. AOI catches: What AOI misses: Hidden solder joints (BGA balls, QFN thermal pads), electrical opens/shorts that don’t show optically, and functional failures. X-Ray Inspection X-ray is essential for BGA, QFN, and LGA packages where solder joints are hidden under the component body. It reveals: For any board with a BGA or QFN component, X-ray inspection is mandatory, not optional. In-Circuit Testing (ICT) ICT uses a “bed of nails” fixture with spring-loaded probes contacting test points to measure component values and check for shorts/opens. Fast and thorough but requires a custom fixture costing ₹50,000–₹3,00,000+. Economical only at 500+ units. Flying Probe Testing Flying probe uses movable probes without a custom fixture — ideal for prototype and low-volume runs. Slower than ICT but fixture-free and catches shorts, opens, and component value errors. Functional Testing (FCT) FCT powers up the assembled board and exercises it exactly as in the final product. A custom test jig interfaces with the board’s connectors and I/O, stimulates inputs, and measures outputs. FCT is the only test method that definitively proves the board works. Recommended Testing Strategy by Volume Production Volume Recommended Tests 1–10 Units (Prototype) Visual Inspection + Flying Probe Testing + Functional Circuit Testing (FCT) 10–100 Units (Pilot Run) AOI + X-ray Inspection (for BGA/QFN) + Functional Circuit Testing (FCT) 100–1,000 Units AOI + X-ray Inspection + ICT or Flying Probe Testing + Functional Circuit Testing (FCT) 1,000+ Units (Mass Production) AOI + X-ray Inspection + ICT + Functional Circuit Testing (FCT) + Burn-In Testing 5. Component Sourcing in India — Counterfeit Risk, and Approved Vendor Lists Component sourcing is one of the most overlooked aspects of turnkey assembly — and one of the most consequential. Counterfeit Component Risk Counterfeit electronic components are a real problem, especially sourced through grey-market channels. Counterfeits can fail immediately, pass initial testing and fail in the field, or cause safety issues. To mitigate risk: Approved Vendor Lists (AVL) An AVL is a list of approved manufacturers and distributors for each BOM line item. For prototype runs, authorised distributors are sufficient. For production, define and submit your AVL with your production BOM. 6. How to Prepare Files for Turnkey Assembly Poor file preparation is the single most common cause of delays, miscommunications, and assembly errors. Gerber Files (RS-274X Format) Include: all copper layers, solder mask layers (top and bottom), silkscreen layers, drill file (Excellon format), and board outline. Name layers clearly. Double-check: Bill of Materials (BOM) Every component must include: A BOM with only generic descriptions (“100nF capacitor, 0402”) forces sourcing assumptions that may not match your design intent. Always provide MPNs. Centroid / Pick-and-Place / XY File Contains reference designator, X and Y coordinates, rotation angle, and board side for every SMT component. Export from your PCB tool and verify the coordinate origin matches your Gerber origin. A mismatch causes your assembler to manually adjust every component location. Assembly Drawing A 2D PDF showing top and bottom of the assembled board with reference designators visible, polarity markings for diodes and electrolytic capacitors, and any special assembly notes. Test Specification (for FCT) Describe what the board must do, how
Contingent Workforce vs Full-Time Hiring: What’s Best for Your Business?
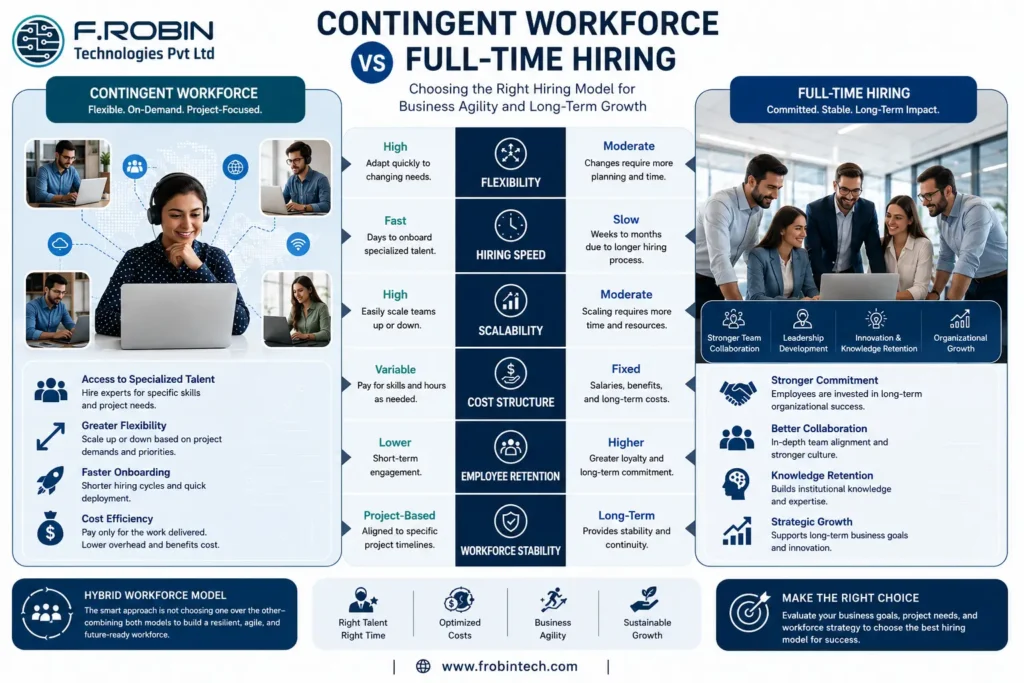
Businesses today are under constant pressure to scale quickly, reduce operational costs, and access specialized talent faster than ever before. As a result, the debate around contingent workforce vs full-time hiring has become increasingly important for organizations navigating AI, semiconductor engineering, embedded systems, cloud computing, and digital transformation initiatives. Some companies prefer direct hire recruitment for long-term stability and organizational growth. Others rely on contingent staffing and contract staffing models to improve agility and fill critical skill gaps quickly. So, which hiring strategy is right for your business? The answer depends on your: In this guide, we’ll compare contingent workforce vs full-time hiring models, explain their advantages and challenges, and help businesses choose the best hiring strategy for modern workforce demands. What Is a Contingent Workforce? A contingent workforce consists of non-permanent professionals hired temporarily for projects, specialized assignments, or short-term operational needs. A contingent worker may include: Contingent staffing has become common in industries where technical expertise and project timelines change rapidly. For example, technology companies often hire contingent labor for: This workforce model helps organizations scale faster without long-term employment commitments. What Is Full-Time Hiring? Full-time hiring refers to recruiting permanent employees who become long-term members of an organization. These employees usually receive: Direct hire recruitment is commonly used for: Full-time hiring focuses on stability, employee retention, and organizational continuity. Contingent Workforce vs Full-Time Hiring Factor Contingent Workforce Full-Time Hiring Employment Type Temporary or contract-based Permanent Hiring Speed Fast Slower Flexibility High Moderate Long-Term Commitment Low High Employee Benefits Limited Full benefits Best Use Case Project-based work Long-term business growth Workforce Scalability Easy to scale Slower scaling This comparison highlights why many organizations now combine both workforce models depending on business requirements. Benefits of Contingent Staffing 1. Faster Access to Specialized Talent One of the biggest advantages of contingent staffing is speed. Businesses can quickly hire specialists for short-term projects without lengthy recruitment cycles. This is especially valuable in industries requiring expertise in: 2. Greater Workforce Flexibility A contingent workforce allows companies to adapt quickly to changing business conditions. Organizations can: This flexibility improves operational efficiency while reducing long-term staffing risks. 3. Reduced Overhead Costs Contract staffing can lower costs associated with: For startups and high-growth businesses, this financial flexibility is often critical. Advantages of Full-Time Hiring Long-Term Stability Full-time employees contribute to organizational continuity and long-term strategic growth. Permanent teams help preserve: Stronger Employee Engagement Employees hired through direct hire models are typically more invested in long-term business success. This often leads to: Better for Core Business Functions Full-time recruitment works best for roles involving: These positions benefit from stability and deep organizational involvement. When Should Companies Choose Contract Staffing? Contract staffing is ideal when businesses: For example, a semiconductor company preparing for tape-out validation may require contingent engineering specialists for a limited project duration. Similarly, companies undergoing cloud migration or AI deployment often rely on contingent labor to accelerate execution timelines. When Is Full-Time Hiring the Better Choice? Full-time hiring makes more sense when: Organizations investing in long-term innovation often prioritize direct hire recruitment for critical technical and managerial positions. Hybrid Workforce Models Are Becoming More Common Today, many organizations no longer choose between contingent workforce vs full-time hiring exclusively. Instead, they adopt hybrid workforce strategies that combine: This approach allows businesses to balance: Modern workforce solutions providers increasingly support these blended staffing models. Contingent Workforce Trends in Technology and Engineering Industries such as semiconductor engineering, AI development, electronics manufacturing, and embedded systems increasingly rely on flexible hiring models. Several factors are driving this shift: As a result, contingent workforce solutions are becoming a major part of enterprise workforce planning. Businesses looking for scalable AI and technical recruitment support can explore FrobinTech AI Staffing Services for specialized workforce solutions tailored to modern technology environments. Key Takeaways Conclusion The decision between contingent workforce vs full-time hiring depends on your organization’s goals, project timelines, workforce strategy, and operational priorities. Businesses operating in fast-moving industries increasingly use a combination of contingent staffing and direct hire recruitment to remain agile while maintaining long-term stability. Organizations that build flexible workforce strategies are better positioned to adapt, innovate, and compete in rapidly changing markets. Build a Smarter Workforce Strategy Looking for scalable workforce solutions for engineering, AI, or technology teams? Connect with FrobinTech Workforce Experts to explore flexible staffing and hiring solutions tailored to your business needs. Connect With Us Today FAQ
Multilayer PCB Design Best Practices: 10 Expert Tips (2026)
Multilayer PCB design best practices are what separate boards that pass EMC testing and work reliably in the field from those that don’t. As signals run faster, components shrink smaller, and certification requirements grow stricter, getting the fundamentals right before layout begins has never been more critical. This guide walks you through 10 proven best practices — from stackup planning and impedance control to thermal management and DFM so your multilayer design gets it right before a single Gerber file is sent to fabrication. What Is Multilayer PCB Design? Multilayer PCB design is the process of creating printed circuit boards with three or more copper layers separated by dielectric (insulating) materials, laminated under heat and pressure into a single rigid structure. Each layer serves a dedicated purpose signal routing, power distribution, or ground reference — enabling engineers to pack far more functionality into a smaller board footprint than single- or double-layer designs allow. Multilayer PCBs are the foundation of virtually every high-performance electronic product today: smartphones, industrial controllers, medical imaging equipment, 5G base stations, automotive ECUs, and aerospace avionics all rely on them. Quick Definition Multilayer PCB design involves boards with 3 or more copper layers — common counts are 4, 6, 8, 10, 12, and 16+ — that provide dedicated planes for power delivery, signal return paths, controlled impedance routing, and higher component density for complex electronic designs. When Does a Design Need More Than Two Layers? Not every board needs to be multilayer. However, your design almost certainly does if it includes any of the following: If any of these apply, the question is no longer whether to go multilayer it’s how many layers and how to structure them. That’s exactly what the following best practices cover. Best Practice 1 — Plan Your Layer Stackup First The stackup is the architectural blueprint of your multilayer PCB. It defines the number of layers, their sequence, the dielectric material between them, and the copper thickness on each layer. Plan your stackup before routing a single trace. Every impedance calculation, every signal layer assignment, and every power plane decision flows from it. Changing the stackup mid-layout invalidates every impedance-controlled trace and forces expensive re-routing. Key Stackup Principles Standard Stackup Reference Layer Count Typical Arrangement Best For 4-layer Signal / GND / PWR / Signal Medium-density microcontrollers, IoT, industrial 6-layer Signal / GND / Signal / Signal / PWR / Signal RF segregation, additional routing space 8-layer Signal / GND / Signal / GND / PWR / Signal / GND / Signal DDR, PCIe, multi-power-rail SoC designs 12+ layer Complex alternating signal/plane Advanced FPGA, telecom, aerospace Best Practice 2 — Choose the Right Layer Count More layers are not always better. Each additional layer adds fabrication cost, increases board thickness, and complicates via drilling and lamination. Too few layers, however, force routing compromises that degrade performance and EMC behaviour. Best Practice 3 — Master Signal Integrity and Impedance Control Signal integrity (SI) is the discipline of ensuring signals propagate accurately without distortion, ringing, or reflections. In multilayer PCB design, SI is controlled primarily through impedance management. What Is Controlled Impedance? Controlled impedance means designing trace geometry width and thickness — alongside dielectric thickness so that the characteristic impedance of a trace matches the system impedance. Typical targets: How to Achieve Controlled Impedance Best Practice 4 — Use Solid Ground Planes and Manage Return Paths The ground plane is not just a reference potential it is an active participant in signal transmission. Return current travels in the ground plane directly beneath a signal trace, following the path of least inductance, not least resistance. Ground Plane Best Practices Per the IPC- 2221 generic requirement of the design, maintaining continuous ground reference planes is a fundamental requirement for reliable high-speed multilayer PCB designs. Best Practice 5 — Route High-Speed Signals on Inner Layers Inner signal layers use a stripline geometry — the trace is sandwiched between two reference planes, which confine the electric field to the dielectric and provide natural EMI shielding on both sides. When to Use Inner vs. Outer Layers Signal Type Recommended Layer Reason Clock, DDR, PCIe, high-speed bus Inner (stripline) Shielded between reference planes; lower EMI Low-speed I/O, LED control, power signals Outer (microstrip) Easy access; EMI not critical RF / antenna traces Outer with controlled reference distance Specific impedance and radiation requirements Differential pairs (USB, HDMI, Ethernet) Inner preferred, outer acceptable Keep pairs on same layer; minimise layer changes Keep differential pairs on the same layer throughout their entire route. Every layer change via is an impedance discontinuity. If a layer change is unavoidable, use matched-length via stubs and place the transition well away from connectors and receivers. Best Practice 6 — Control Crosstalk With Layer Routing Direction Crosstalk is unwanted signal coupling between adjacent traces. In multilayer PCBs, the risk is highest between parallel traces on adjacent signal layers. The Perpendicular Routing Rule Route adjacent signal layers perpendicular to each other: This perpendicular relationship minimises the length over which traces on adjacent layers run parallel, dramatically reducing both capacitive and inductive coupling between them. Additional Crosstalk Reduction Techniques Best Practice 7 — Choose and Place Vias Strategically Vias are the vertical interconnects between layers. Via selection and placement directly affect routing density, signal quality, and manufacturing cost. Via Types in Multilayer PCBs Via Type Description Best Use Through-hole via Drilled through all layers Standard inter-layer connections; lowest cost Blind via Connects outer layer to one or more inner layers only BGA escape routing; saves routing space on unused layers Buried via Connects two inner layers only; not visible from outside Ultra-high-density designs; higher fabrication cost Microvia (laser-drilled) ≤0.15 mm diameter; HDI boards only Fine-pitch BGA (0.5 mm pitch and below) Engineering Insight Through-hole vias are the most economical option for standard multilayer PCBs, while blind, buried, and microvias are commonly used in HDI (High-Density Interconnect) designs to improve routing density and signal integrity for fine-pitch components. Via Placement Best Practices Best Practice 8 — Manage Thermal Distribution Across
EMI and EMC Explained for PCB & Electronics Design

EMI and EMC are critical concepts in modern electronics, PCB engineering, and embedded system design. Electronic devices today operate in highly connected and signal-dense environments. From smartphones and industrial automation systems to automotive ECUs and medical electronics, every electronic product must function reliably without creating or receiving unwanted electromagnetic disturbances. This is where EMI and EMC become essential in electronics and PCB engineering. Electromagnetic interference (EMI) can disrupt signals, reduce device performance, and even cause system failures. Electromagnetic compatibility (EMC), on the other hand, ensures that electronic systems operate correctly without interfering with nearby devices. Understanding EMI and EMC is essential for PCB designers, embedded engineers, electronics manufacturers, and product development teams aiming to build reliable and standards-compliant products. In this guide, we will explain: What Is EMI? Electromagnetic Interference (EMI) refers to unwanted electromagnetic noise or signals that disrupt the normal operation of electronic devices. EMI can originate from: EMI affects signal integrity and may lead to: Common Examples of EMI What Is EMC? Electromagnetic Compatibility (EMC) is the ability of an electronic device to operate correctly in its electromagnetic environment without causing or experiencing interference. An EMC-compliant product: EMC is critical for: Difference Between EMI and EMC EMI vs EMC Comparison Table Parameter EMI EMC Full Form Electromagnetic Interference Electromagnetic Compatibility Meaning Unwanted electromagnetic noise Ability to function without interference Focus Problem source System immunity and compliance Impact Causes signal disruption Prevents malfunction Goal Reduce interference Ensure reliable operation Common Solution Shielding and filtering Compliance-focused PCB design Simple Explanation EMI is the interference itself, while EMC is the ability of a system to handle or avoid that interference. Types of EMI in Electronics 1. Conducted EMI Conducted EMI travels through electrical conductors such as: Sources 2. Radiated EMI Radiated EMI spreads through electromagnetic waves in the air. Sources Why EMI and EMC Matter in PCB Design EMI in PCB Design Poor PCB layout is one of the leading causes of electromagnetic interference. Common PCB EMI Problems PCB Design Areas That Affect EMC High-speed PCB designs require strong EMC considerations to avoid compliance failures. Best PCB Design Practices for EMC 1. Use Proper Ground Planes Continuous ground planes reduce return path impedance and lower EMI emissions. 2. Minimize Loop Areas Smaller current loops reduce electromagnetic radiation. 3. Separate Analog and Digital Signals This prevents noise coupling between sensitive circuits. 4. Add Decoupling Capacitors Decoupling capacitors stabilize power integrity and reduce switching noise. 5. Optimize Layer Stack-Up A proper multilayer PCB structure improves EMC performance significantly. For advanced PCB layout optimization, explore the professional PCB design solutions offered by Frobintech PCB Layout Design Services . EMI and EMC Testing Explained What Is EMI and EMC Testing? EMI and EMC testing verifies whether an electronic product: Main EMC Tests Test Type Purpose Radiated Emissions Measures electromagnetic radiation Conducted Emissions Measures noise through conductors ESD Testing Evaluates electrostatic discharge immunity Surge Testing Checks power surge resistance RF Immunity Testing Measures resistance to RF interference Why EMC Testing Is Important EMC testing helps manufacturers prevent product failures, meet certification requirements, improve product reliability, reduce field issues, and achieve faster market approval. EMC Compliance and Industry Standards Products must satisfy regulatory electromagnetic standards before entering the market. Proper EMC compliance helps ensure reliable device operation, reduces interference risks, and supports global certification requirements. Important EMC Standards Products failing EMC compliance may: EMI Shielding Techniques EMI shielding reduces electromagnetic noise using conductive or magnetic materials. Common EMI Shielding Methods Metal Shielding Uses aluminum or copper enclosures to block electromagnetic waves. Shielded Cables Protect signal integrity in noisy environments. Ferrite Beads Suppress high-frequency noise in circuits. Ground Shielding Improves electromagnetic containment in PCB layouts. EMI Filters Reduce conducted interference in power lines. Best Practices to Reduce EMI and Improve EMC Practical EMC Design Guidelines Use Shorter Signal Traces Shorter traces reduce antenna effects and radiation. Maintain Proper Grounding Good grounding lowers noise coupling. Avoid Sharp Trace Angles Use 45-degree bends to improve signal flow. Use Differential Pair Routing Improves noise immunity in high-speed circuits. Apply EMI Shielding Shield sensitive areas from RF interference. Perform Pre-Compliance Testing Early testing helps identify EMC problems before production. Key Takeaways Conclusion As electronic systems become faster and more compact, understanding EMI and EMC is increasingly important for engineers and manufacturers. From PCB design and embedded systems to industrial automation and consumer electronics, electromagnetic compatibility directly affects product reliability, compliance, and performance. By implementing proper grounding, shielding, filtering, and PCB layout techniques, companies can reduce electromagnetic interference and improve EMC compliance effectively. Organizations developing advanced electronic products should prioritize EMI and EMC considerations early in the design cycle to avoid costly redesigns and certification failures. Need Expert PCB Layout Support? Need expert support for EMC-friendly PCB layouts and high-speed electronics design? Explore professional PCB design solutions from Frobintech PCB Layout Design Services For project discussions and engineering consultation, contact the team here: Contact Frobintech FAQ
What Is Embedded System Design? A Complete Beginner’s Guide 2026

Embedded System Design is the process of building dedicated computing systems that perform specific tasks inside machines, products, and electronic devices. Unlike desktop computers, embedded systems are optimized for efficiency, reliability, speed, and low power use. Today, embedded systems power smart appliances, EVs, industrial machines, healthcare devices, consumer electronics, and IoT products. If you want to understand how modern devices think, sense, and respond, learning embedded system design is the best place to start. This guide explains the fundamentals, components, design process, types, applications, and best practices for beginners in 2026. What Is Embedded System Design? Embedded System Design is the engineering process of combining hardware and software into a specialized system built for one purpose or a defined set of functions. These systems are found inside products rather than used as standalone computers. Examples: Simple Definition for Featured Snippet An embedded system is a small computer integrated into a device to control operations, process data, and interact with sensors or users. Why Embedded Systems Matter Embedded systems are essential because they provide: Without embedded systems, modern smart devices would not function efficiently. Core Components of Embedded System Design 1. Processor or Microcontroller This is the brain of the system. It executes instructions and manages all functions. Popular choices: 2. Memory Used to store software and data. 3. Sensors and Inputs These detect the environment. Examples: 4. Outputs Outputs help the system react. Examples: 5. Communication Interfaces Devices exchange data using: 6. Power Management Critical in low power embedded systems for battery products. Embedded System Design Process What Are the 4 Types of Embedded Systems? 1. Standalone Embedded Systems Operate independently. Examples: 2. Real-Time Embedded Systems Respond within strict deadlines. Examples: 3. Networked Embedded Systems Connected through wired or wireless networks. Examples: 4. Mobile Embedded Systems Portable battery-powered products. Examples: Embedded System Hardware vs Software Design Both hardware and software must work together for successful embedded product development. Feature Hardware Design Software Design Focus PCB, chips, interfaces Firmware, drivers, control Tools Altium, Cadence IDE, compiler, debugger Output Physical electronics Embedded code Goal Reliable circuit operation Functional system behavior Real Time Embedded System Design Real time embedded system design is required when delays can cause failure or danger. Used in: These systems often use: Low Power Embedded Systems Energy efficiency is critical for battery products. Best Practices: Examples: Software Design for IoT Embedded Systems Modern IoT products require more than basic firmware. Key features include: Applications of Embedded Systems Embedded systems are widely used across industries to improve automation, control, and smart functionality. Industry Application Automotive ECU, infotainment, ADAS Medical Monitors, wearable health devices Industrial PLCs, robotics, HMI Consumer TVs, smart appliances Telecom Routers, gateways Energy Smart meters, inverters Comparison Tables Comparison Tables Embedded Systems vs General-Purpose Computers Feature Embedded System General Computer Purpose Dedicated task Multi-purpose Power Use Low Higher Size Compact Larger Reliability High Moderate Example ECU Laptop RTOS vs Bare Metal Feature RTOS Bare Metal Scheduling Task based Main loop Complexity Medium Low Best For Complex systems Simple devices Scalability High Limited Designing an Embedded System: Best Practices Follow these best practices to improve product reliability, reduce development risk, and speed up embedded system deployment. Keep Requirements Clear Poor requirements often lead to delays, redesigns, and higher costs. Prototype Early Validate hardware and firmware sooner to detect issues early. Prioritize Security Use secure firmware, encrypted communication, and protected boot systems. Optimize Manufacturability Design PCB layouts for scalable, cost-effective production. Test Continuously Run validation tests throughout development for better reliability. Plan Future Upgrades Use scalable architecture to support future features and updates. Key Takeaways Conclusion Embedded systems are the hidden intelligence behind everyday technology. Whether inside a smartwatch, industrial robot, EV, or smart appliance, embedded controllers make devices efficient and responsive. Learning Embedded System Design gives engineers and product teams the foundation to build innovative connected products in 2026 and beyond. Need Help with Embedded Product Development? Get expert support for embedded hardware design, firmware development, PCB engineering, and complete product engineering solutions for your next innovation. Explore Engineering Services FAQ Section
Why Signal Integrity Analysis Is Critical in High-Speed PCB Design
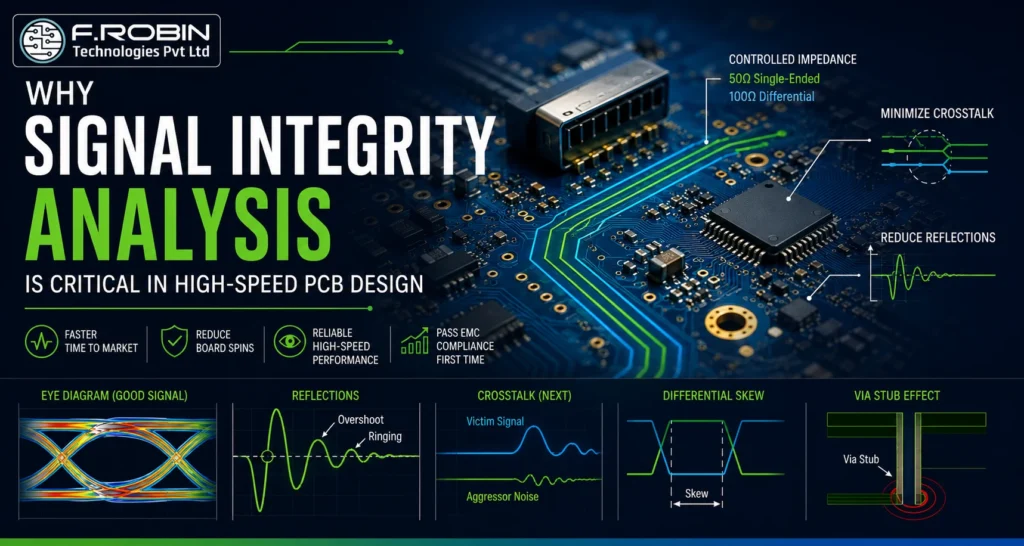
Signal integrity analysis is the difference between hardware that works on the first spin and hardware stuck in a six-week debug loop. As data rates push into multi-gigabit territory, every trace, via, and connector on your PCB becomes a potential failure point — and the physics will not wait for you to find it on the bench. Whether you are designing DDR5 memory interfaces, PCIe Gen 4/5 links, USB 3.x, or high-speed LVDS connections, signal integrity in PCB design is not an optional step. It is the engineering discipline that determines whether your board ships on schedule or gets pulled back for a costly respin. What Is Signal Integrity Analysis? Signal integrity (SI) analysis is the process of evaluating how electrical signals behave as they travel through PCB interconnects — traces, vias, connectors, and IC packages. The goal is straightforward: ensure that signals arrive at their destination accurately, without distortion, timing errors, or noise corruption. At its core, PCB signal integrity analysis examines three domains: Here is the physics reality that makes this non-optional: any PCB trace longer than roughly one-sixth of the signal’s wavelength behaves as a transmission line, not a simple wire. At 1 GHz, a quarter-wavelength in FR-4 is approximately 30 mm. Most high-speed nets are longer than that — which means transmission line effects on PCB are always present in modern high-speed designs. Why Signal Integrity Matters in High-Speed PCB Design The physics does not negotiate. When rise times fall below 1 nanosecond — standard in FPGAs, DDR5, PCIe Gen 4/5, and USB 3.x — signal integrity in PCB design directly determines whether a board functions or fails in production. Hardware Respins Are Expensive A PCB respin caused by signal integrity problems typically costs 4 to 12 weeks and tens of thousands of dollars in engineering time, board fabrication, and component procurement. Catching the same problem at the design stage is a zero-cost layout edit. Pre-layout SI analysis is among the highest-ROI activities in hardware development. EMC Compliance Depends on It Radiated emissions from high-speed PCB traces that are improperly routed, referenced, or terminated cause products to fail FCC, CE, and CISPR 32 compliance testing. Fixing electromagnetic interference in PCB design during layout costs nothing. Failing an EMC test after production can delay a product launch by months. Data Rates Leave Zero Margin At 10 Gbps, one unit interval is 100 picoseconds. Jitter, crosstalk, and reflections consume that margin fast. PCB noise reduction through deliberate design is the only reliable way to maintain acceptable bit error rates in serial interfaces like PCIe, SATA, and high-speed LVDS. The Five Most Common SI Failure Modes Understanding the failure modes is the first step in preventing them. 1. Reflections When a signal encounters an impedance discontinuity — at a via, connector, or unterminated stub — part of it reflects back toward the source. PCB reflection analysis reveals this as overshoot, undershoot, and ringing on the waveform. Impedance-controlled PCB design eliminates most reflection problems by maintaining consistent trace impedance end-to-end. 2. Crosstalk PCB crosstalk analysis quantifies the electromagnetic coupling between adjacent traces. Near-end crosstalk (NEXT) and far-end crosstalk (FEXT) inject noise onto quiet nets, causing false triggers in digital logic and SNR degradation in analog signals. Maintaining the 3W rule — spacing traces at least three times the trace width apart — and using differential pair routing are the primary countermeasures. 3. Ground Bounce When multiple output drivers switch simultaneously, parasitic inductance in the power and ground paths creates voltage spikes on the reference rails. Ground bounce shifts logic switching thresholds unpredictably and is often misdiagnosed as a signal problem when it is actually a power delivery failure. 4. Skin Effect and Dielectric Loss At high frequencies, current concentrates on the outer surface of a conductor, increasing effective trace resistance. Combined with dielectric loss in the PCB substrate, this causes high-frequency signal components to attenuate faster than low-frequency ones — limiting usable bandwidth on long traces in high-frequency PCB design. 5. Differential Pair Skew PCB trace length matching is critical for differential protocols. If the two traces in a pair have different physical lengths, a timing skew develops that degrades common-mode noise rejection. For interfaces above 1 Gbps, most design rules require length matching within 5 mils. 4. Signal Integrity vs. Power Integrity Power integrity and signal integrity address different failure modes but interact directly. A clean signal riding on a noisy power rail degrades unpredictably. Always run both analyses together. Aspect Signal Integrity (SI) Power Integrity (PI) Focus Waveform quality across interconnects Stable power delivery to IC pins Primary Concern Reflections, crosstalk, jitter, skew Voltage droop, rail noise, PDN impedance Key Parameters Trace impedance, rise time, termination Bypass capacitance, VRM response Tools TDR, eye diagram, IBIS simulation VNA, PDN simulation, power planes Interaction Rail noise degrades switching thresholds SI switching creates power transients Best Practice: A design with perfect impedance control can still fail if the power delivery network introduces voltage transients that shift logic switching thresholds. SI and PI must always be co-analysed. PCB Parameters That Directly Affect Signal Integrity Trace Impedance and PCB Stackup Design Characteristic impedance depends on trace width, dielectric height, and material Dk. Impedance-controlled PCB design targets 50 Ω single-ended and 100 Ω differential — specified on fabrication drawings and verified by the PCB manufacturer using TDR coupons. Deviations above ±10% produce measurable reflections at high data rates. Via Stubs A via that passes through multiple layers but connects at only a few creates a dangling stub. Stubs act as resonant elements that cause signal attenuation at specific frequencies. Back-drilling or using blind/buried vias eliminates stubs for designs operating above 5 Gbps. Reference Plane Continuity Every high-speed trace needs a continuous, unbroken reference plane beneath it. Routing over plane splits, cutouts, or large antipads increases trace inductance, disrupts return current paths, and creates electromagnetic interference hotspots in PCB designs. Termination Strategy PCB impedance matching through proper termination absorbs signal energy to prevent reflections. Source termination places a series resistor at the driver; parallel
Best Recruiting Company: Why Enterprises Choose FRobin AI Staffing

Finding the best recruiting company is no longer just about filling open positions. Modern enterprises need strategic workforce partners that understand evolving technologies, enterprise hiring complexity, and digital transformation goals. As organizations expand their AI initiatives, cloud infrastructure, DevOps operations, cybersecurity frameworks, and software engineering teams, hiring the right technical talent becomes a major competitive advantage. FRobin AI Staffing helps enterprises solve these hiring challenges through specialized technology recruitment, workforce solutions, and scalable staffing support tailored for modern business environments. Unlike generic staffing firms, FRobin AI Staffing focuses on enterprise technology hiring across: This guide explains why enterprises partner with FRobin AI Staffing, how specialized recruitment improves hiring outcomes, and what businesses should look for when choosing the best IT recruitment agencies. Hire Top AI & IT Talent Faster Scale your enterprise teams with specialized recruitment for AI, Cloud, DevOps, Cybersecurity & Software Engineering. Talk to FRobin AI Staffing What Makes the Best Recruiting Company Different? The best recruiting company do more than source resumes. They help organizations build high-performing technical teams aligned with long-term business goals. Top staffing firms provide: FRobin AI Staffing combines technical recruitment expertise with workforce strategy to help enterprises hire efficiently in highly competitive technology markets. Why Enterprise Technology Hiring Is Becoming More Difficult Modern enterprises face growing hiring pressure due to increasing demand for AI, cybersecurity, cloud computing, and DevOps talent. Technology transformation projects continue expanding globally, creating intense competition for skilled professionals. Reports from workforce and consulting firms show enterprises are rapidly increasing investment in AI and cloud hiring. Rapid AI Adoption Companies are aggressively hiring: The rise of Generative AI has significantly increased enterprise demand for advanced AI talent. Cloud Transformation AWS, Azure, and Google Cloud migration projects continue driving demand for: Organizations need scalable cloud staffing solutions to support digital transformation. Cybersecurity Talent Shortages Cybersecurity threats continue increasing while qualified professionals remain limited. Enterprises now require: This growing talent shortage makes specialized recruitment essential. Why Enterprises Choose FRobin AI Staffing Specialized Technology Hiring Expertise FRobin AI Staffing focuses specifically on: This specialization improves candidate quality and hiring efficiency. Faster Hiring Cycles FRobin AI Staffing helps enterprises reduce hiring delays through: Businesses can accelerate hiring without compromising talent quality. Scalable Workforce Solutions Whether organizations need: FRobin AI Staffing provides flexible recruitment models aligned with enterprise hiring goals. Enterprise-Focused Recruitment Strategy Unlike traditional staffing agencies, FRobin AI Staffing understands: This enterprise-first recruitment approach improves hiring success and retention outcomes. Specialized Technology Recruitment Services Artificial Intelligence Recruitment FRobin AI Staffing helps enterprises hire: Core AI Technologies AI hiring demand continues growing rapidly as businesses expand automation and intelligent software initiatives. Cloud Architecture Staffing Cloud recruitment services cover: DevOps Recruitment FRobin AI Staffing sources professionals skilled in: DevOps hiring supports enterprise scalability and deployment automation. Cybersecurity Hiring Cybersecurity recruitment includes: This helps enterprises reduce security risks and strengthen compliance readiness. Full-Stack Software Development Hiring FRobin AI Staffing supports hiring for: Technical screening improves hiring accuracy and reduces recruitment risk. Traditional Staffing vs Specialized Technology Recruitment Feature Traditional Staffing Firms FRobin AI Staffing Technical Hiring Expertise Limited Specialized AI Recruitment Support Basic Advanced Cybersecurity Hiring Generalized Specialized Cloud Staffing Moderate Enterprise-Level Technical Candidate Screening Limited Deep Validation Enterprise Scalability Moderate High Workforce Strategy Support Minimal Strategic Enterprise Technology Hiring Areas Hiring Area Talent Demand Recruitment Complexity Artificial Intelligence Very High Very High Cloud Architecture High High DevOps High Moderate Cybersecurity Critical Very High Data Science High High Benefits of Working With FRobin AI Staffing Specialized enterprise technology recruitment designed to accelerate hiring, improve candidate quality, and support long-term workforce scalability. Faster Access to Technical Talent Pre-qualified candidate pipelines help enterprises reduce sourcing delays and accelerate hiring timelines. Better Candidate Quality Specialized recruiters understand complex technical hiring requirements and enterprise workforce needs. Reduced Hiring Risk Technical validation processes improve recruitment accuracy and reduce employee turnover risks. Workforce Scalability Flexible staffing solutions support enterprise expansion, project scaling, and digital transformation initiatives. Improved Hiring ROI Reducing hiring delays improves operational efficiency, delivery speed, and overall workforce productivity. Strategic Workforce Partnership FRobin AI Staffing supports long-term enterprise hiring strategies and workforce transformation goals. Enterprise Use Cases AI Product Development Teams A SaaS company expanding AI capabilities may require: FRobin AI Staffing helps rapidly scale technical hiring operations. Cybersecurity Workforce Expansion Financial and enterprise organizations often require: Specialized recruitment reduces security staffing gaps. Cloud Migration Projects Organizations migrating infrastructure require: FRobin AI Staffing accelerates cloud transformation hiring initiatives. Why Specialized IT Staffing Matters The best staffing agencies provide more than recruitment support. They become strategic workforce partners that help enterprises: Technology hiring now requires deep industry expertise, technical screening capabilities, and workforce planning experience. Conclusion As enterprise hiring becomes more competitive, businesses need recruitment partners with deep technical expertise and scalable workforce solutions. FRobin AI Staffing helps enterprises solve modern technology hiring challenges through specialized recruitment services across Artificial Intelligence, cloud infrastructure, DevOps, cybersecurity, and software engineering. For organizations seeking faster hiring, stronger candidate quality, and long-term workforce scalability, FRobin AI Staffing stands out among the best recruiting companies for enterprise technology hiring. Build Your Enterprise Technology Team With FRobin AI Staffing Access specialized technical talent faster through scalable workforce solutions and enterprise-focused recruitment strategies. AI Engineers Cloud Architects DevOps Professionals Cybersecurity Specialists Full-Stack Developers Get Started With Expert IT Staffing Support Need enterprise hiring support? Contact FRobin AI Staffing today. Frequently Asked Questions
