
Talent Acquisition vs Recruitment: Are They the Same?
Talent acquisition and recruitment are often used interchangeably — but they are not the same thing. Recruitment is the tactical work of filling open roles, while talent acquisition is the broader, strategic approach to attracting and building talent over time. Confusing the two leads companies to hire reactively when they should be planning ahead. So are they the same? The short answer is no: recruitment is part of talent acquisition, not a synonym for it. In this comparison, we define each term, break down the key differences, and explain when you need one, the other, or both. By the end, you will know exactly which approach fits your hiring needs. What Is Talent Acquisition? Talent acquisition is the strategic, ongoing process of identifying, attracting, and building a pipeline of talent to meet a company’s long-term needs. Rather than reacting to a single vacancy, it plans ahead for the skills the business will need months or years from now. This strategic hiring approach includes workforce planning, employer branding, talent pipelines, and relationship-building with potential candidates. It treats hiring as a continuous investment, not a one-off event. As a result, companies with a strong talent strategy fill critical and senior roles faster, because they have already built relationships before the need arises. In short, it is about playing the long game ensuring the right people are available when the business needs them, especially for hard-to-fill technical and leadership roles. What Is Recruitment? Recruitment is the tactical process of filling a specific open role — sourcing, screening, interviewing, and hiring a candidate for a defined position. It starts when a vacancy opens and ends when the seat is filled. Recruitment is reactive by nature: a role becomes available, and the team moves to fill it quickly. It is essential, efficient, and the right tool for immediate hiring needs. Many companies use external recruitment services or a hiring agency to speed this up, especially for one-off or urgent roles. The key point is scope. Recruitment handles the here-and-now vacancy, while the wider strategy looks beyond it. Both matter, but they operate on different timelines and mindsets. Talent Acquisition vs Recruitment: The Key Differences The two differ across three core dimensions. Understanding these makes the distinction clear. Scope: Strategic vs Tactical It is strategic and ongoing, covering planning, branding, and pipeline building. Recruitment is tactical and specific, focused on filling the role in front of you. One is the long-term system; the other is a single transaction within it. Time Horizon: Long-Term vs Immediate A strategic approach plans for future skills needs, often months or years ahead. Recruitment addresses an immediate vacancy with a short, defined timeline. Therefore, the two answer different questions: “Who will we need?” versus “Who do we hire now?” Approach: Proactive vs Reactive It proactively nurtures relationships with potential candidates before roles open. Recruitment reacts once a role exists. Consequently, proactive pipelines shorten time-to-hire when a vacancy finally appears. Comparison Table The table below summarizes the two at a glance. Factor Talent Acquisition Recruitment Scope Strategic and ongoing Tactical and role-specific Time Horizon Long-term Immediate Approach Proactive Reactive Focus Building and nurturing a talent pipeline Filling a current vacancy Includes Employer branding, workforce planning, talent pipelines, and recruitment Sourcing, screening, interviewing, and hiring candidates Best For Critical, senior-level, and hard-to-fill positions Specific and immediate hiring requirements The clearest takeaway: recruitment is one activity inside the wider talent acquisition function. They are related, not identical. When You Need Talent Acquisition vs Recruitment Match the approach to your situation with these guidelines. Lean on recruitment when: Invest in talent acquisition when: In reality, most growing companies need both — fast recruitment for today’s openings and strategic hiring for tomorrow’s. The mix depends on your growth rate and the scarcity of your roles. How Talent Acquisition Works A strong function rests on a few connected pillars: These pillars feed each other. A strong employer brand fills the pipeline, the pipeline shortens time-to-hire, and good data sharpens planning. Together, they turn hiring from a scramble into a system. For specialized fields, this matters even more. In technology and engineering, the best candidates are rarely on the job market, so a proactive pipeline and employer brand are what win them. Do You Need Both? For most companies, the answer is yes. Recruitment handles immediate needs; a ready pipeline ensures you are never starting from zero when a critical role opens. Relying on recruitment alone keeps you in permanent catch-up mode, while strategy without execution never fills a seat. The smart approach blends them. Use a strategic approach to build pipelines and brand for your hardest roles, and efficient recruitment — often via a hiring agency or specialist partner to fill specific openings fast. Balanced together, they cut both cost and time-to-hire. This is especially true for fast-scaling firms, where today’s vacancy and next year’s skills gap both demand attention at once. Picture a fast-growing chip-design firm. It needs three verification engineers this quarter a clear recruitment job. At the same time, it knows it will need a design lead and ten more engineers within eighteen months. Building relationships with those future hires now, through an employer brand and a nurtured pipeline, is the strategic side. Handle only the urgent three and the firm will scramble later; handle both and it scales smoothly. Benefits of a Strong Hiring Strategy Investing beyond reactive hiring delivers lasting advantages: These gains compound. The longer you invest in this approach, the deeper your pipeline and the easier each future hire becomes. Common Misconceptions A few myths cloud this topic. Clearing them up helps you plan better: Avoiding these misconceptions keeps your hiring grounded in reality and your expectations realistic. Key Takeaways Conclusion Talent acquisition and recruitment are not the same. Recruitment fills today’s vacancy; it builds the pipeline and brand that make tomorrow’s hires faster and stronger. They differ in scope, time horizon, and approach — but they work best together. Most growing companies need efficient recruitment for immediate roles
Electronic Enclosure Design: Concept to Production
Mechanical enclosure design is the process of creating the protective housing that holds and shields your electronics from first sketch to production-ready tooling. A good enclosure does far more than look tidy: it protects the board, manages heat, resists the environment, and shapes how users interact with the product. Get it wrong, and you risk failures, rework, and costly tooling changes. This guide walks through electronic enclosure design from concept to production, stage by stage. You will learn how requirements turn into 3D CAD, how to choose materials, how tolerance and ingress protection shape the design, and how a concept becomes a manufacturable housing. Whether you are building a rugged industrial unit or a sleek consumer device, the path is the same. What Is Mechanical Enclosure Design? Mechanical enclosure design is the engineering of a physical housing that protects and packages electronic hardware. It covers the enclosure’s shape, material, fit, fastening, sealing, and thermal behaviour everything that keeps the electronics safe and usable. The discipline blends form and function. On one hand, the enclosure must protect the board from dust, moisture, shock, and heat. On the other, it must be manufacturable, serviceable, and pleasant to use. Because it touches mechanical, thermal, and industrial design at once, enclosure design is a true cross-disciplinary task. It also works hand in hand with the electronics inside. The board outline, connector positions, and mounting points all influence the housing, so good electronic enclosure design starts with the PCB and the enclosure considered together never in isolation. Why Mechanical Enclosure Design Matters A well-designed enclosure protects your investment and your users. Skimp on it, and even a brilliant board can fail in the field. Strong mechanical enclosure design delivers several benefits: The cost of getting it wrong is high. Late enclosure changes after tooling are slow and expensive, and a poor seal or weak mount can cause field returns. Therefore, investing in mechanical enclosure design early protects both reliability and budget. The Mechanical Enclosure Design Process: Concept to Production Here is how concept-to-production design unfolds, stage by stage. Each step builds on the last. Step 1: Requirements and Specification Start by capturing requirements: size limits, environment, IP rating, thermal load, mounting, ports, certifications, and volume. A clear spec anchors every later decision and prevents costly surprises. Step 2: Concept Design Next, explore concepts. Sketches and rough 3D models test different forms, layouts, and split lines. This is the cheapest stage to experiment, so explore several directions before committing. Step 3: Detailed 3D CAD Now build the detailed model. Engineers create the enclosure in 3D CAD commonly SolidWorks defining walls, bosses, ribs, and features precisely. The PCB model is imported so the housing fits the board exactly. Step 4: Material Selection With the form set, choose the material. Material selection balances strength, cost, weight, thermal needs, and looks. We cover the main options below. Step 5: Tolerance and DFM Then refine for manufacturing. Tolerance analysis ensures parts fit reliably, while design for manufacturability (DFM) tunes features for the chosen process moulding, sheet metal, or machining. Step 6: Prototyping and Validation Build prototypes — often 3D printed or machined — and test fit, function, thermal, and ingress. Validation here catches issues while changes are still cheap, before tooling. Step 7: Production and Tooling Finally, commit to production. Tooling (such as injection moulds) is cut, first articles are inspected, and volume manufacturing begins. A clean handoff here turns your design into real, repeatable parts. Material Selection for Enclosures Material drives cost, durability, and process. The table compares common enclosure materials. Material Strengths Best For Injection-moulded Plastic Low unit cost at volume, excellent design freedom Consumer and high-volume products Sheet Metal Strong, good for shielding, low tooling cost Industrial and low-to-mid volume products Die-cast Aluminium Rugged, excellent thermal and EMI shielding Rugged, high-reliability units Aluminium Extrusion Cost-effective for long, simple shapes Rack units, amplifiers, and instruments There is no single best material — the right choice depends on volume, environment, and budget. For high-power products, thermal performance often drives the decision; for consumer goods, cost and finish lead. Ingress Protection (IP Ratings) Ingress protection defines how well an enclosure keeps out dust and water, expressed as an IP rating (for example, IP65). The first digit rates solids, the second rates liquids. Choosing the right rating early shapes seals, gaskets, and joints throughout the design. Common targets include: Over-specifying ingress protection adds cost and complexity, while under-specifying risks failure. Match the IP rating to the real operating environment, and design seals and gaskets to achieve it from the start — retrofitting sealing later is difficult and unreliable. Tolerance and Fit Tolerance is where good mechanical enclosure design succeeds or fails. Parts must fit together, align with the PCB, and accommodate manufacturing variation all at once. Loose tolerances cause rattles and gaps; overly tight tolerances raise cost without benefit. A tolerance stack-up analysis checks that the accumulated variation across mating parts still produces a reliable fit. It is especially important where the enclosure meets connectors, buttons, and the board, since misalignment here is highly visible to users. The goal is balance: specify tolerances tight enough to work, but loose enough to manufacture affordably. Coordinating closely with the PCB through solid PCB layout design services — keeps connector and mount positions aligned with the housing. Mechanical Enclosure Design and the PCB The single biggest predictor of enclosure success is how early it is coordinated with the board. Mechanical enclosure design and PCB layout should advance together, sharing the same 3D model so connectors, mounting holes, and tall components never clash with the housing. When the two teams work in sync, problems surface on screen instead of on the bench. Connector cut-outs line up, standoffs land on real pads, and tall capacitors clear the lid. When they work in isolation, the first prototype reveals expensive surprises. A shared 3D CAD workflow exporting the PCB into the enclosure model turns mechanical enclosure design from a guessing game into a precise, predictable process. This
Recruitment Services Explained: Permanent, Contract & RPO

Recruitment services help companies find, attract, and hire the right people without carrying the full burden of hiring alone. But “recruitment services” is an umbrella term that covers very different models — permanent staffing, contract staffing, RPO, and executive search — each suited to a different hiring need. Choosing the wrong one wastes time and money; choosing the right one fills critical roles fast. This guide explains the main types in plain language and shows when to use each. Whether you are hiring one engineer, scaling a whole team, or filling a leadership seat, understanding these options helps you partner smartly and hire with confidence. What Are Recruitment Services? Recruitment services are professional hiring solutions that source, screen, and place candidates on behalf of an employer. In short, a provider handles part or all of your hiring process so you can fill roles faster and with less effort. These services range from filling a single permanent role to managing an entire hiring function. Some providers focus on speed and volume; others specialize in scarce skills or senior leadership. The best fit depends on your role type, timeline, and how much of the process you want to outsource. For technology and engineering teams especially, specialist providers bring deep talent networks that an internal team rarely matches. That access is often the difference between a six-week hire and a six-month one. The Main Types of Recruitment Services Most providers offer several models. Here are the four you will encounter most often. Permanent Staffing Permanent staffing fills full-time, long-term roles. The provider sources and screens candidates, and you hire the chosen person directly onto your payroll. This model suits core roles you intend to keep, and it is the most common form of hiring service. Contract / Temporary Staffing Contract staffing places workers for a fixed period or specific project. The staffing firm often employs the worker, handling payroll and compliance, while they work under your direction. This model gives you flexibility to scale up and down without long-term commitment. RPO (Recruitment Process Outsourcing) RPO means outsourcing all or part of your recruitment function to a provider who runs it as an extension of your team. RPO suits high-volume or ongoing hiring, delivering process, technology, and scale. As a result, it lowers cost-per-hire and improves consistency. Executive Search Executive search — also called headhunting — finds senior leaders and hard-to-fill specialists. It is a focused, often retained service that proactively approaches passive candidates. Use it for critical leadership roles where the right hire transforms the business. Recruitment Services Compared The table below compares the four main types at a glance. Model Best For Engagement Typical Cost Model Permanent Staffing Core, long-term roles Per placement Percentage of annual salary Contract Staffing Projects and flexible scaling Fixed term Hourly or monthly markup RPO (Recruitment Process Outsourcing) High-volume, ongoing hiring Long-term partnership Monthly fee or per-hire fee Executive Search Senior and hard-to-find leadership roles Retained search Retainer plus success fee Reading across the rows shows there is no single “best” model only the best fit for a given hiring need. Many companies blend several, using permanent staffing for core roles and contract or RPO for surges. When to Use Each Type Match the model to your situation with these guidelines. In practice, your needs may span more than one model. A growing technology firm, for example, might use permanent staffing for engineers, contract staffing for a project spike, and executive search for a new head of engineering all at once. How Recruitment Services Work Whatever the model, good providers follow a clear process: This structure reduces your time-to-hire and protects candidate experience. Consequently, a strong process is one of the clearest signs of a capable partner. Benefits of Using a Recruitment Partner Partnering with a provider delivers real advantages: These benefits compound on hard-to-fill roles, where the cost of a vacancy or a bad hire far outweighs the cost of expert help. In technology hiring especially, where a single unfilled senior role can stall a product roadmap, that speed and reach translate directly into shipped products and protected revenue. In-House Hiring vs Using a Provider Should you hire through your own team or bring in a provider? In-house hiring gives you full control and deep cultural knowledge, but it depends on your recruiters’ bandwidth and reach. When roles are scarce, urgent, or high-volume, an internal team can quickly hit its limits. A provider adds reach, speed, and specialist networks on demand. For a steady trickle of common roles, in-house often works well. For surges, niche skills, or leadership hires, outside help usually pays for itself. Many companies run a hybrid model — keeping everyday hiring in-house and calling in a partner for the hard roles. The cost comparison matters too. Internal recruiting carries fixed salary and tooling costs regardless of output, while a provider’s fee scales with actual hiring. For variable or seasonal demand, that flexibility is often the deciding factor. How to Choose the Right Recruitment Services Partner Not every provider fits every need. Evaluate candidates on a few key points: If your hiring centres on engineering, semiconductor, EMS, or AI talent, a specialist partner like our AI staffing services brings the domain networks and screening depth those roles demand. You can also review our client outcomes to gauge fit. Key Takeaways Conclusion Recruitment services come in four main forms permanent staffing, contract staffing, RPO, and executive search and the right choice depends on your role, timeline, and volume. Permanent suits core hires, contract gives flexibility, RPO scales high-volume hiring, and executive search secures critical leaders. Many companies use several together, and the best partners offer all of them. Need Specialized Talent? Hiring for Technology, Semiconductor, EMS, or AI roles? Our AI staffing services combine deep domain expertise with Permanent Staffing, Contract Staffing, and RPO solutions to help you find the right talent faster. Whether you’re scaling a team, filling niche positions, or managing high-volume hiring, our specialists can build a hiring strategy tailored
HR Consulting: When Should You Bring in an Expert?

HR consulting brings outside expertise to solve people problems your internal team cannot tackle alone. From compliance gaps and high turnover to messy restructures, the right expert can fix issues fast — and prevent costly mistakes. But how do you know when to bring one in versus handling things yourself? This decision guide lays out the clear signs you need expert support, what consultants actually do, and when in-house HR is enough on its own. Whether you are a fast-growing startup or an established firm facing change, these signals will help you decide with confidence rather than waiting until a small problem becomes an expensive one. What Is HR Consulting? HR consulting is a professional service that provides expert advice and hands-on support across human resources — from strategy and compliance to org design and culture. In short, an HR consultant diagnoses people problems and helps you solve them, either as a one-off project or an ongoing partnership. Unlike day-to-day HR administration, this work is strategic and specialized. A consultant brings cross-industry experience, current best practice, and an objective outside view that internal teams often lack. As a result, companies turn to outside experts when the stakes are high or the problem sits outside their in-house expertise. The scope is broad. It can cover HR strategy, policy, compensation, performance management, restructuring, and compliance whatever the business needs at that moment. Signs You Need HR Consulting Support How do you know it is time to call an expert? Watch for these clear signals. If several of these ring true, expert help is worth serious consideration. The cost of expert help is almost always lower than the cost of a compliance penalty, a wrongful-termination claim, or a wave of regretted hires. What HR Consultants Actually Do HR consultants cover far more than hiring advice. Their work typically spans several areas: Many providers also connect this work with broader workforce solutions, so strategy, hiring, and talent management work together rather than in silos. That joined-up approach is often where the biggest gains come from. HR Consulting vs In-House HR vs Recruitment These functions overlap but solve different problems. The table clarifies the difference. Service Focus Best for HR Consulting Strategy, policy, compliance, and organizational change Complex or one-off people challenges In-House HR Day-to-day people operations Ongoing administration and employee support Recruitment / Staffing Sourcing and placing candidates Filling specific roles quickly and effectively In practice, the three complement each other. A consulting firm sets strategy and policy, in-house HR runs daily operations, and recruitment services fill the roles. Knowing which you need — or which combination — saves time and money. When You Don’t Need HR Consulting An expert is not always the answer. You can likely skip outside help when: Bringing in a consultant for purely routine work wastes budget. The value appears when the problem is complex, high-risk, or beyond your team’s current capability — not for everyday tasks an internal team handles well. Benefits of HR Consulting When the fit is right, the advantages are significant: These benefits matter most during change or growth, when a single misstep a botched restructure or a compliance breach can cost far more than the engagement itself. Crucially, good consultants also transfer knowledge. A strong engagement upskills your managers and HR staff, so the improvements outlast the project itself — turning a one-time fix into a lasting internal capability. How HR Consulting Engagements Work Engagements come in a few common shapes, and the right one depends on your need: Most engagements start with a discovery phase: the consultant audits your current people practices, identifies gaps and risks, and proposes a prioritized plan. From there, they either deliver the work directly or coach your team to do it. Either way, agree how you will measure success — fewer compliance gaps, lower turnover, a faster hiring process — so the value is visible. A good consultant leaves your team stronger, not dependent. How to Choose an HR Consulting Partner Not every provider suits every need. Evaluate candidates on these points: For technology and engineering firms scaling teams, a partner who pairs people strategy with hiring expertise is especially valuable. Our AI staffing services connect people strategy with specialist recruitment, and our client outcomes show how that combination works in practice. Key Takeaways Conclusion HR consulting is worth bringing in when people challenges grow complex, risky, or beyond your team’s expertise rapid growth, compliance gaps, high turnover, restructures, or major change. For routine work in a small, stable team, your in-house resources are usually enough. The key is recognizing the signals early, before a manageable issue becomes an expensive one. Need HR Strategy and Specialist Hiring Support? Scaling a Technology, Semiconductor, EMS, or AI team and need both people strategy and specialist recruitment expertise? Our AI staffing services combine HR consulting, workforce planning, and domain-focused hiring solutions to help you build and grow high-performing teams. Whether you’re expanding rapidly or filling critical positions, we can provide the right support for your stage. Talk to Our Team Frequently Asked Questions 1. What is HR consulting? HR consulting is a professional service that provides expert advice and hands-on support across human resources, including HR strategy, policy, organizational design, compensation, and compliance. It can be delivered as a one-time project or an ongoing partnership. 2. When should I bring in an HR consultant? Consider bringing in an HR consultant during periods of rapid growth, compliance uncertainty, high employee turnover, restructuring, outdated policies, or major organizational change such as a merger or acquisition. Expert guidance can help reduce risk and improve outcomes. 3. What does an HR consultant do? An HR consultant identifies people-related challenges and helps solve them through HR strategy, policy development, employee handbooks, organizational design, compliance support, compensation and benefits planning, performance management, and change management initiatives. 4. What is the difference between HR consulting and in-house HR? HR consulting provides strategic and specialized expertise for complex or one-off challenges, while in-house HR teams manage daily people
PCB Mechanical Integration: Avoiding Costly Fit Clashes

PCB mechanical integration is the practice of designing your board and its enclosure as one system, so they fit together perfectly the first time. When it goes well, connectors line up, components clear the lid, and assembly is effortless. When it goes wrong, you get fit clashes misaligned ports, components hitting the housing, mounting holes that miss and each one can trigger an expensive board or tooling respin. This guide explains how to get PCB mechanical integration right. We cover why fit clashes are so costly, what causes them, and the best practices that keep your board-to-enclosure design clash-free. Whether you build rugged industrial units or compact consumer devices, these techniques will save you time, money, and frustration. What Is PCB Mechanical Integration? PCB mechanical integration is the coordinated design of a printed circuit board and its mechanical enclosure so the two fit and function together. It ensures the board outline, components, connectors, and mounting points all align with the housing that surrounds them. In practice, this means the electrical and mechanical teams share information and a common 3D model throughout design. The board defines connector positions and component heights; the enclosure defines walls, cut-outs, and standoffs. PCB mechanical integration brings these two views together so nothing collides. Done well, it is invisible — everything simply fits. Done poorly, it surfaces as clashes late in development, when fixes are most expensive. That is why treating board-to-enclosure design as one integrated task, not two separate ones, is the foundation of reliable hardware. Why Fit Clashes Are So Costly A single fit clash can be far more expensive than it first appears. Because mechanical and electrical issues often surface only after prototypes or tooling exist, fixing them means redoing expensive work. Poor PCB mechanical integration leads to costly outcomes: Each of these costs time and money that early integration would have prevented. In short, the few hours spent coordinating board and enclosure up front save weeks of rework later which is exactly why PCB mechanical integration deserves attention from day one. Common Causes of Fit Clashes Most fit problems trace back to a handful of recurring causes. Recognizing them early is half the battle. Almost all of these stem from designing the board and enclosure separately. When the two are integrated from the start, these clashes are caught on screen instead of on the bench. PCB Mechanical Integration Best Practices Follow these best practices to keep board-to-enclosure design clash-free. Applied together, these practices turn PCB mechanical integration from a source of surprises into a predictable, repeatable process. They also tie directly into broader mechanical design services, where the enclosure and board evolve as one. The ECAD-MCAD Workflow The technical heart of PCB mechanical integration is exchanging data between electrical CAD (ECAD) and mechanical CAD (MCAD). The PCB tool holds the board and components; the MCAD tool — often SolidWorks — holds the enclosure. Keeping them in sync is what prevents clashes. Teams typically share data using neutral formats: The goal is a single, shared source of truth. When the PCB moves a connector, the enclosure team sees it immediately; when the enclosure narrows a wall, the layout team adjusts. This continuous loop is what makes mechanical engineering and analysis of the assembly accurate and clash-free. A Pre-Release Fit Checklist Before releasing the design, run through this quick checklist: Ticking every box before release is the simplest way to avoid a costly respin. If any item fails, fix it now not after tooling. Common Mistakes to Avoid Even strong teams slip up on integration. Watch for these: Avoiding these keeps your PCB mechanical integration smooth and your project on schedule. Key Takeaways Conclusion PCB mechanical integration is the difference between hardware that fits the first time and a project derailed by costly respins. By designing the board and enclosure as one system — sharing a 3D model, aligning connectors early, accounting for tolerance, and reviewing the full assembly before release — you eliminate the fit clashes that wreck schedules and budgets. Building a Product Where the PCB and Enclosure Must Fit Perfectly? Our mechanical engineering services and PCB layout design services handle PCB mechanical integration from concept to production. Work with our engineering team to eliminate design clashes, reduce development risk, and accelerate time to market. Talk to Our Engineering Team Frequently Asked Questions 1. What is PCB mechanical integration? PCB mechanical integration is the coordinated design of a printed circuit board and its enclosure so they fit and function together, aligning the board outline, components, connectors, and mounting points with the housing. 2. Why is PCB mechanical integration important? It prevents costly fit clashes — misaligned connectors, components hitting the lid, or mismatched mounting holes — that would otherwise trigger board respins, tooling rework, and schedule delays. 3. What causes PCB-enclosure fit clashes? Common causes are connector misalignment, tall components, mismatched mounting holes, insufficient clearance, board outline errors, and tolerance stack-up — usually from designing board and enclosure separately. 4. What is the ECAD-MCAD workflow? The ECAD-MCAD workflow exchanges data between electrical CAD (the PCB) and mechanical CAD (the enclosure, often in SolidWorks) using STEP and IDF/IDX formats, keeping both designs in sync. 5. How do I avoid connector alignment problems? Align connectors and ports with enclosure cut-outs early, share a common 3D model, and include tolerance margin so manufacturing variation does not cause misalignment. “`
PCB Manufacturing: A Complete Guide From Gerbers to Boards
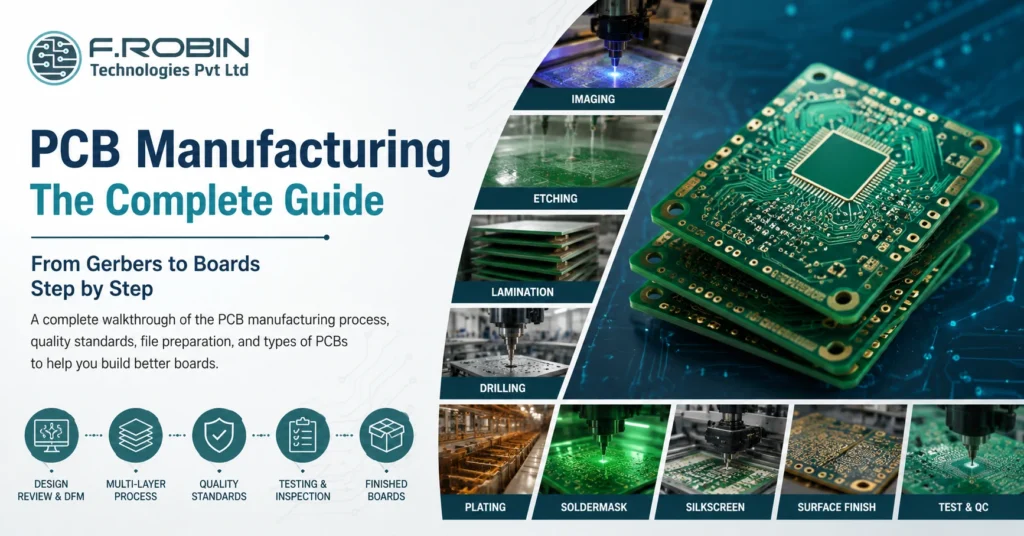
PCB manufacturing is the process of turning your design files into physical, ready-to-assemble circuit boards. It begins with Gerber data and ends with finished, tested boards — passing through imaging, etching, lamination, drilling, plating, and more along the way. If you have ever wondered what happens between hitting “export” and holding your board, this guide walks you through every stage. Understanding the process helps you design better boards, control cost, and choose the right partner. Whether you are comparing printed circuit board manufacturers or simply curious how circuit board manufacturing works, this complete guide takes you from Gerbers to boards, step by step. What Is PCB Manufacturing? PCB manufacturing, also called PCB fabrication, is the process of building a bare printed circuit board from design data. It transforms copper-clad laminate into a board with precise traces, layers, holes, and finishes, ready to receive components. The process is highly automated and tightly controlled, because tiny errors at this scale cause real failures. Most printed circuit board manufacturers follow IPC standards to guarantee consistent quality across every batch. As a result, a well-made board behaves exactly as the designer intended. It helps to remember what this stage does and does not include. Fabrication produces the empty board; it does not add components. That second step is assembly, which we cover in our guide to PCB assembly. Together, fabrication and assembly deliver a finished, working product. PCB Manufacturing vs PCB Assembly People often confuse these two stages, so let us be clear. Circuit board manufacturing creates the bare board — copper, layers, holes, soldermask, and finish. Assembly then solders components onto that board. In short: manufacturing makes the board; assembly populates it. Some vendors offer both as a turnkey service, while others specialize in one. Knowing the difference helps you scope quotes accurately and avoid surprises in your timeline. The PCB Manufacturing Process Step by Step Here is how pcb manufacturing turns Gerber files into finished boards. While details vary by factory, the core flow is consistent. Step 1: Design Review and DFM First, the factory reviews your Gerber or ODB++ files and runs a design-for-manufacturability (DFM) check. This catches issues like undersized traces or tight clearances before any material is cut. Step 2: Inner Layer Imaging and Etching Next, the inner copper layers are imaged with the circuit pattern. Etching then removes unwanted copper, leaving only the traces you designed. Precision here defines your final trace widths and impedance. Step 3: Lamination The etched inner layers are stacked with prepreg and copper foil, then bonded under heat and pressure. This lamination step fuses the layers into a single solid board — the heart of multilayer construction. Step 4: Drilling Now machines drill the holes for vias and through-hole parts. Modern drilling uses CNC and, for the smallest holes, lasers. Accurate drilling is essential for reliable connections between layers. Step 5: Plating and Through-Hole Metallization Copper plating coats the drilled holes, electrically connecting layers. This through-hole metallization is what turns a stack of separate layers into one connected circuit. Step 6: Outer Layer Imaging and Etching The outer layers are then imaged and etched, just like the inner layers, to form the surface traces and pads. Step 7: Soldermask and Silkscreen A soldermask is applied to protect the copper and prevent solder bridges, giving the board its familiar color. A silkscreen legend adds reference designators, logos, and markings. Step 8: Surface Finish A surface finish — such as ENIG, HASL protects exposed pads and ensures solderability during assembly. Step 9: Electrical Test and Final QC Finally, the boards are electrically tested for opens and shorts, inspected against IPC standards, then routed to their final shape and shipped. Clean files at the start make this final stage fast and trouble-free. Types of PCBs You Can Manufacture Pcb manufacturing supports many board types. The table below summarizes the main options. Type Description Typical Use Rigid 30 Layer Most products Multilayer Three or more layers Dense, high-speed designs Flexible 6 Layers Wearables, tight spaces Rigid-Flex 24 Layer Compact, reliable assemblies HDI High-density interconnect Fine-pitch, miniaturized boards Metal-Core Aluminum or copper base High-power, LED, and thermal-heavy applications Choosing the right type early shapes your cost and capability. For multilayer choices specifically, see our guide on multilayer PCB design. PCB Manufacturing Quality Standards Quality is not optional in circuit board manufacturing. Reputable printed circuit board manufacturers work to recognized standards: Asking which IPC class and certifications a supplier holds is a fast way to judge their quality discipline. A capable partner will state these clearly and back them with inspection reports. How to Prepare Your Files for PCB Manufacturing Clean data makes pcb manufacturing smooth and fast. Before you order, prepare a complete package: These outputs flow directly from your layout. For the upstream steps, see our printed circuit board design workflow guide, and finalize your data with professional PCB layout design services. How to Reduce PCB Manufacturing Cost You can lower cost without hurting quality by designing smartly. Try these proven tactics: Small design choices add up. Consequently, working with your manufacturer early often saves more than any single tactic on its own. Common PCB Manufacturing Mistakes to Avoid Watch for these frequent pitfalls: Avoiding these mistakes keeps your boards reliable, on budget, and on schedule. How to Choose a PCB Manufacturer Picking the right fab is as important as the design itself. Look beyond the headline price and weigh a few key factors: Think about your stage, too. For early prototypes, fast turnaround and flexibility matter most. For production, consistency, yield, and cost per board take over. Many teams start with a quick-turn shop for prototypes, then qualify a volume partner — or choose one fab that does both well to avoid re-qualifying later. For demanding products, prioritize quality discipline and engineering support over the lowest quote, because a respin almost always costs more than the savings. Key Takeaways Conclusion PCB manufacturing follows a clear, repeatable journey from Gerber files to finished boards: review and
Circuit Board Manufacturing: Prototype vs Production
Circuit board manufacturing looks very different at the prototype stage than it does in full production. A prototype proves your design works; production proves you can build it reliably, affordably, and at scale. Confuse the two and you risk wasted money, delays, or a board that works in the lab but stumbles on the line. So what actually changes as you move from a handful of boards to thousands? In this guide, we compare prototype and production circuit board manufacturing across cost, lead time, testing, tooling, and yield. You will also learn how to transition smoothly between the two — and the mistakes that trip teams up when they scale. What Changes Between Prototype and Production? The short answer: the goal changes. Prototype circuit board manufacturing optimizes for speed and learning, while production optimizes for cost, consistency, and yield. As a result, almost every choice from quantity to testing shifts when you scale your circuit board manufacturing. In the prototype phase, you build a few boards quickly to validate the design. Mistakes are expected, and revisions are frequent. By contrast, production assumes the design is locked. Here the focus moves to repeatable quality, low cost per board, and high yield across thousands of units. Understanding this shift early saves money. A board designed only to “work once” rarely survives the demands of mass production, so smart teams plan for both stages from the start. For the underlying process itself, see our PCB manufacturing guide. This stage shift also changes who you talk to and what you measure. In prototyping, engineers chase functionality and iterate fast. In production circuit board manufacturing, operations and quality teams chase repeatability, tracking yield, defect rates, and cost per board on every run. Recognizing that the metrics themselves change helps you set the right expectations with your manufacturer at each stage. Prototype Circuit Board Manufacturing The prototype stage exists to answer one question: does the design work? Speed and flexibility matter most here, not cost per board. Typical traits of prototype circuit board production include: Because you are still learning, prototypes prioritize fast feedback over efficiency. The aim is to find and fix problems cheaply, before they multiply across thousands of units. The Pilot / Pre-Production Run Between prototype and full production sits the pilot run a small batch, often 50 to a few hundred boards, built on production-like processes. This bridge stage is easy to skip but valuable to keep. A pilot run verifies that your design is ready for volume. It exposes assembly issues, confirms test coverage, and reveals yield problems before you commit to a large order. Consequently, a good pilot prevents expensive surprises during mass production. Think of it as a dress rehearsal for the production line. So when are you ready to scale? You are ready when the design is stable across several prototypes, the pilot hits an acceptable yield, and your test coverage reliably catches real defects. Until those three boxes are ticked, moving to volume circuit board manufacturing only multiplies risk. Production Circuit Board Manufacturing Production circuit board manufacturing assumes the design is final and shifts the focus to scale. Now cost, consistency, and yield drive every circuit board manufacturing decision. Typical traits of production-stage printed circuit board production include: At this stage, small inefficiencies multiply. Therefore, production rewards careful design-for-manufacturing (DFM) and disciplined process control far more than the prototype stage ever did. Getting DFM right before this point is the single best lever for protecting yield at volume. Prototype vs Production: Side-by-Side This table summarizes how circuit board manufacturing changes across the two stages. Factor Prototype PCB Manufacturing Production PCB Manufacturing Quantity 1–50 boards Hundreds to thousands of boards Cost per Board High High Lead Time week Longer setup, fast throughput Automation Low priority Full automation Revisions Frequent design changes Design locked and validated Testing Basic and functional testing ICT, AOI, and comprehensive functional testing Yield Focus High priority priority Critical manufacturing metric Goal Validate the design Scale production reliably and cost-effectively Use this as a planning reference. The clearer you are about which stage you are in, the better your quotes and timelines will be. How to Transition From Prototype to Production Scaling up your circuit board manufacturing is a process, not a single leap. Follow these steps for a smooth transition: This staged approach reduces risk at every step. Moreover, qualifying your fab and assembly partner early ideally one that also offers PCB assembly avoids re-qualification later. Choosing the Right Partner for Each Stage Not every fab excels at both stages of circuit board manufacturing. Quick-turn shops shine at prototypes but may lack volume capacity, while large-volume houses can be slow and costly for a handful of boards. So match the partner to your stage — or choose one that does both well. For prototypes, prioritize speed, flexibility, and responsive support. For production, prioritize capacity, yield discipline, and competitive cost per board. A partner that handles prototype, pilot, and production circuit board manufacturing under one roof saves you from re-qualifying a new supplier mid-project, which protects both your timeline and your hard-won yield data. If you expect to scale, raise the question early. Ask prospective suppliers how they handle the jump from prototype to pcb board production, what their typical yields are at volume, and how they manage the pilot stage in between. Their answers quickly reveal whether they can grow with you. Common Mistakes When Scaling Up Teams often stumble at the prototype-to-production handoff. Watch for these: Avoiding these mistakes keeps your circuit board production reliable, profitable, and on schedule. Key Takeaways Conclusion Circuit board manufacturing is not one process but two mindsets. Prototyping chases speed and learning; production chases cost, consistency, and yield. The teams that scale smoothly plan for both from day one — locking the design, running a pilot, tightening test coverage, and qualifying their supplier before ramping volume. Ready to Take Your Board from Prototype to Production? Our PCB manufacturing services support everything from quick-turn prototypes to high-volume production
PCB Assembly Explained: SMT, THT and Mixed Builds
PCB assembly is the process that turns a bare board into a working electronic product by mounting and soldering components onto it. If you have ever wondered how a blank circuit board becomes the brain of a device, this guide explains it clearly. We cover the three main methods — SMT, THT, and mixed builds — along with the step-by-step process and how to prepare your design for clean results. Whether you are a hardware startup ordering your first build or an engineer comparing pcb assembly services, understanding these basics helps you avoid defects, control cost, and choose the right method. So let us break down exactly how it works, stage by stage. What Is PCB Assembly? PCB assembly, often called PCBA, is the process of soldering electronic components onto a bare printed circuit board to create a functional assembly. In short, the bare board provides the wiring, and assembly adds the parts that make the circuit work. This is different from board fabrication. Fabrication produces the empty board with its copper traces and layers, while the assembly of printed circuit boards populates that board with resistors, capacitors, ICs, connectors, and more. Both steps are essential, but they are distinct processes — often handled on different lines or even by different vendors. Modern assembly uses three approaches: surface-mount technology (SMT), through-hole technology (THT), and mixed builds that combine the two. The method you choose depends on your components, volume, and reliability needs. Next, let us compare them. SMT vs THT vs Mixed Builds The three assembly methods suit different parts and applications. Here is how each works. Surface-Mount Technology (SMT) SMT mounts components directly onto the surface of the board using solder paste and reflow soldering. Because SMT parts are small and need no leads through the board, they enable dense, compact designs. As a result, SMT dominates modern electronics and most high-volume pcb board assembly. Through-Hole Technology (THT) THT inserts component leads through drilled holes and solders them on the opposite side, usually with wave or selective soldering. THT joints are mechanically strong, so they suit connectors, large capacitors, and parts that face stress or heat. Consequently, THT remains valuable even in an SMT-first world. Mixed-Technology Builds Many boards need both. A mixed build uses SMT for the bulk of components and THT for connectors and high-stress parts. This combination is extremely common, though it adds process steps and therefore cost. Factor SMT THT Component Size Small, dense Larger, leaded Soldering Reflow Wave / Selective Mechanical Strength Moderate High Automation Fully automated Partly manual Best For High-volume, compact designs Connectors, high-stress parts Which Method Should You Use? In practice, the choice is rarely either-or. Use SMT wherever you can, because it is faster, cheaper at volume, and supports the smallest parts. Reach for THT only where you need it — for connectors, transformers, large electrolytic capacitors, and anything that takes mechanical or thermal stress. When a board needs both, accept the mixed build and plan the process order so SMT runs first and through-hole parts follow. Volume matters too. For a handful of prototypes, hand or selective soldering may be most economical. For thousands of units, fully automated SMT lines win on cost and consistency. Match the method to your parts and your production scale, and the decision usually makes itself. The PCB Assembly Process Step by Step Here is a typical SMT-led assembly flow, with the THT steps that follow. Each stage feeds the next, so a problem early on — such as poor solder paste — shows up as defects later. Therefore, process control at every step keeps yields high. Inspection and Quality Quality control runs throughout the build, not just at the end. Several methods verify a reliable assembly: Reputable pcb assembly services follow the IPC-A-610 standard for acceptability, which defines what a good solder joint and assembly look like. Asking which IPC class a provider works to is a quick way to gauge their quality discipline. How to Prepare Your Design for Assembly Good design makes assembly faster, cheaper, and more reliable — a practice called design for assembly (DFA). Apply these tips before you release your board: These steps connect directly to your layout work. For the full picture, see our guide to the printed circuit board design workflow, and confirm your stack-up and footprints during PCB layout design services. Common Assembly Defects and How to Avoid Them Even automated lines produce defects when the design or process slips. Watch for these: Most defects trace back to design or solder paste, so strong DFA and process control prevent the majority before they happen. Choosing a PCB Assembly Partner When you search for “pcb assembly near me” or compare providers, look beyond price. Confirm the partner offers the right method (SMT, THT, or mixed), follows IPC-A-610, performs AOI and electrical test, and handles your volume — from prototype to production. A local partner often eases communication and speeds up the build, while a turnkey provider that also handles PCB manufacturing and component sourcing can simplify your whole supply chain. Either way, a provider with strong quality discipline protects your product and your timeline. Decide too whether you want a turnkey build, where the partner sources every component, or a consigned build, where you supply the parts. Turnkey saves you procurement effort, while consigned gives you tighter control over sourcing — useful when you already hold stock or have allocation deals on key parts. Key Takeaways Conclusion PCB assembly is where a bare board becomes a real product. Whether you choose SMT for dense designs, THT for mechanical strength, or a mixed build for both, the process follows a clear path — paste, place, reflow, inspect, insert, and test. Above all, strong design for assembly and solid quality control keep your boards reliable and your costs predictable. Ready to Build Your Boards? Our turnkey PCB manufacturing and assembly services cover SMT, THT, and mixed-technology builds with IPC-compliant quality from prototype to volume production. Talk to
Multilayer PCB Design: How Many Layers Do You Really Need?
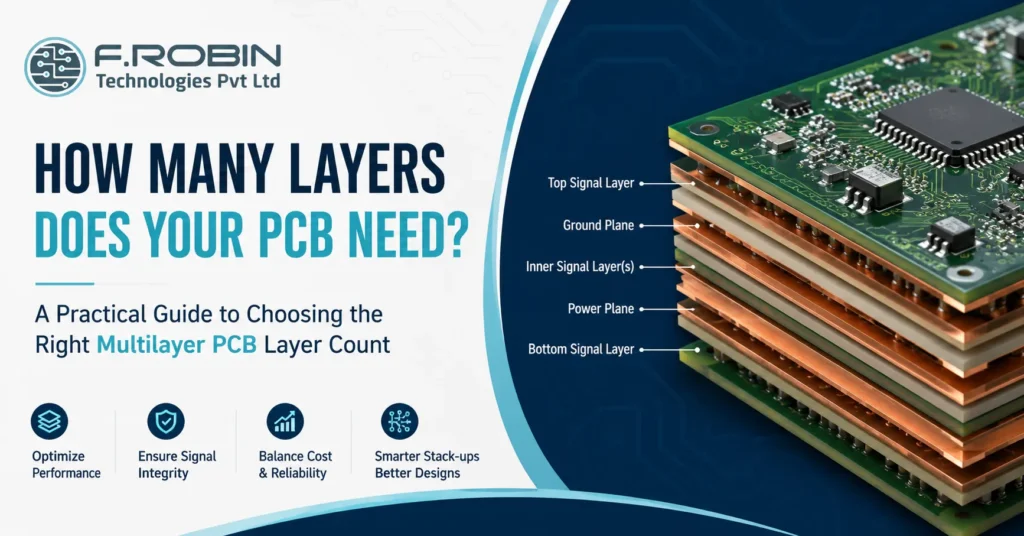
Choosing the right multilayer PCB layer count is one of the most consequential decisions in any hardware project. Pick too few layers and you fight routing congestion, noise, and signal problems. Pick too many and you inflate cost for no real benefit. So how many layers do you really need? The short answer: most products land on 4 layers, but the right number depends on signal speed, routing density, power complexity, and budget. In this decision guide, we walk through a practical framework for sizing a multilayer PCB, share common stack-up configurations, and show where the cost-versus-performance line really sits. By the end, you will be able to justify your layer count with confidence. What Is a Multilayer PCB? A multilayer PCB is a circuit board with three or more conductive copper layers separated by insulating material and bonded into a single board. Unlike a single- or double-sided board, a multilayer circuit board stacks signal layers, power planes, and ground planes vertically to pack more connections into less space. These extra layers do two important jobs. First, they give you more room to route dense designs. Second, dedicated power/ground planes deliver cleaner power and shorter return paths, which improves signal quality and reduces noise. Consequently, almost every modern product — from a smartphone to an industrial controller — relies on multilayer PCB design. The term layer stack (or stack-up) describes exactly how those layers are arranged. Getting the layer stack right is the heart of good multilayer PCB design, because it sets impedance, return paths, and manufacturability all at once. Why Layer Count Matters Layer count is not just a routing detail — it shapes performance, cost, and reliability together. Because each pair of layers adds material and process steps, every extra layer increases the price of your multilayer circuit board. Therefore, you want the lowest layer count that still meets your electrical goals. More layers deliver clear advantages: However, the benefits taper off. Adding layers a design does not need wastes money and lengthens lead times. As a result, smart multilayer PCB design is a balancing act enough layers to perform well, but no more than necessary. How Many Layers Do You Really Need? Use this framework to size your multilayer PCB. Work through the factors first, then match them to the layer-count guide below. Step 1: Assess the Key Factors Five factors drive layer count: Step 2: Match Factors to a Layer Count Layers Best For What You Get 2 Simple, low-speed, cost-sensitive boards Signal routing on both sides; no dedicated power or ground planes 4 Most products Two signal layers plus dedicated power and ground planes 6 Moderately complex designs with some high-speed nets Additional signal layers with multiple reference planes 8 High-speed digital designs and dense routing Strong impedance control, improved signal integrity, and isolation 10–16+ Multi-layer multi-processor board design, HDI, telecom systems Maximum routing density, multiple planes, shielding, and performance Step 3: Add a Margin If your design sits on the edge between two counts, choose the higher one. A single respin to add layers costs far more than the modest material premium of starting with enough. This is especially true for high-speed work, where you can also pair the layout with signal integrity analysis to confirm the stack-up performs as intended. Common Multilayer PCB Stack-Up Configurations The way you arrange signal layers and power/ground planes matters as much as the layer count. Here are proven layer stack patterns. 4-Layer Stack-Up A classic 4-layer multi layer pcb board uses: Signal – Ground – Power – Signal. The ground plane sits directly under the top signal layer, giving high-speed traces a clean return path. This arrangement suits the majority of products. 6-Layer Stack-Up A common 6-layer layer stack is: Signal – Ground – Signal – Signal – Power – Signal. It adds two more routing layers while keeping references close to critical signals. Use it when a 4-layer board runs out of room or needs better isolation. 8-Layer and Beyond High-speed and multi-layer multi-processor board design often needs 8 or more layers to provide multiple ground and power planes between signal layers. This sandwiching maximizes shielding and impedance control. As density climbs, HDI techniques and blind/buried vias frequently join the stack. PCB Design Tip Rule of thumb: Every signal layer should sit adjacent to a reference plane. If it does not, revisit your layer stack. Keeping signal layers next to ground or power planes improves return-current paths, impedance control, signal integrity, and EMI performance. Cost vs Performance: The Multilayer PCB Trade-off Each step up the layer ladder buys performance but raises cost and lead time. The table below summarizes the trade-off so you can decide where your project belongs. Layer Count Relative Cost Performance Ceiling Typical Lead Time 2 Lowest Low-speed designs only Shortest 4 Moderate Suitable for most designs Standard 6 Higher High-speed capable Slightly longer 8+ Highest Maximum routing density and signal integrity Longest In practice, jumping from 2 to 4 layers gives the biggest performance return for the smallest cost increase. Beyond 6 layers, add layers only when density or signal requirements truly demand them. When you are ready to build, a clean PCB manufacturing handoff keeps those layer costs predictable. Best Practices for Multilayer PCB Design Apply these practices to get the most from every layer: Common Mistakes to Avoid Even experienced teams stumble on layer-count decisions. Watch for these: Avoiding these mistakes keeps your multilayer circuit board reliable, manufacturable, and on budget. Key Takeaways Conclusion Sizing a multilayer PCB comes down to a clear decision: assess signal speed, routing density, power complexity, EMI, and cost, then choose the lowest layer count that meets your goals — and round up when you are on the edge. Most products are well served by 4 layers, while high-speed and multi-layer multi-processor board designs justify 6, 8, or more. Above all, keep every signal layer next to a reference plane and the layer stack symmetrical. Need Help Planning Your PCB Layer Stack? Need help
Printed Circuit Board Design: A Step-by-Step Workflow
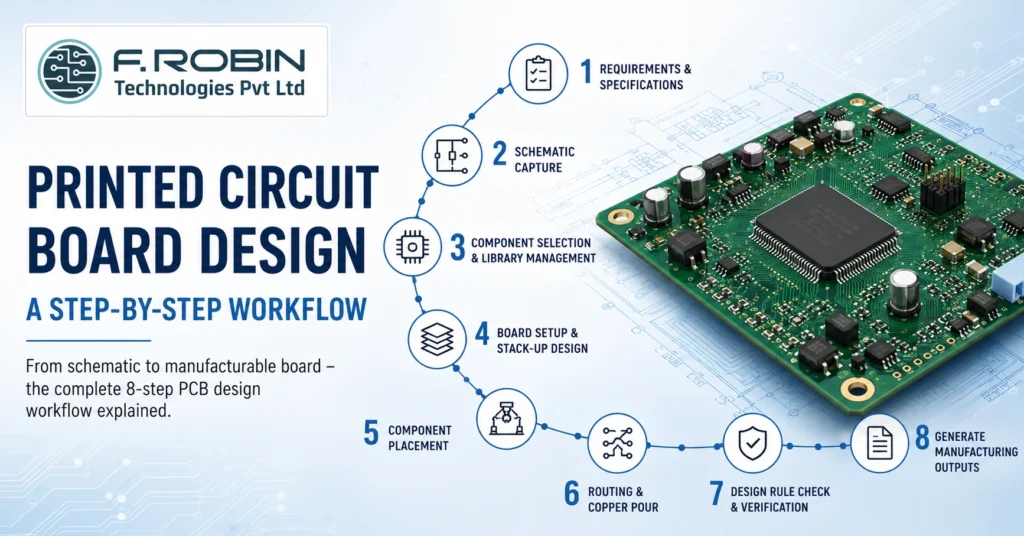
Printed circuit board design is the structured process of turning a circuit idea into a manufacturable board that powers almost every electronic product you use. Whether you are building a simple sensor module or a complex multi-layer system, the workflow follows the same logical path. Moreover, getting that path right the first time saves weeks of rework and thousands in respin costs. In this guide, we break down the complete printed circuit board design workflow into eight clear stages. You will learn what happens at each step, why it matters, and how to avoid the mistakes that trip up even experienced engineers. By the end, you will understand exactly how a schematic becomes a finished board ready for the factory. What Is Printed Circuit Board Design? Printed circuit board design is the process of creating the electrical and physical layout of a PCB so it can be reliably manufactured and assembled. In short, it converts a schematic — a diagram of how components connect — into a precise set of copper traces, layers, and footprints on a board. The process spans two linked activities. First, schematic design defines the logical connections between components. Second, board layout design places those components and routes the copper that joints them. Together, these stages form the foundation of every working electronic product. A complete PCB design also includes the manufacturing data the factory needs, such as Gerber files, drill files, and a bill of materials. Consequently, good design is about far more than drawing traces — it is about producing a board that works, lasts, and can actually be built at scale. Why the Printed Circuit Board Design Workflow Matters Following a disciplined workflow is the single biggest factor in first-pass success. Because each stage feeds the next, a small error early on multiplies downstream. For example, a wrong footprint chosen during component selection can force a complete respin after fabrication. A structured PCB design process delivers clear benefits: In high-speed and mixed-signal products, the stakes rise further. Therefore, many teams pair their layout work with signal integrity analysis to verify performance before the board is ever built. The 8-Step Printed Circuit Board Design Workflow Here is the end-to-end printed circuit board design workflow, stage by stage. Each step builds on the last, so resist the urge to skip ahead. Step 1: Define Requirements and Specifications Start with a clear specification. Capture the board’s function, operating voltages, signal speeds, environmental conditions, size limits, and target cost. Additionally, note any standards the board must meet, such as IPC Class 2 or Class 3. A solid spec becomes the reference you check every later decision against. Step 2: Schematic Capture Next, draw the schematic. During schematic capture, you place component symbols and wire their connections to define the netlist — the master list of every electrical connection. Use clear net names, add design notes, and run an electrical rule check (ERC) to catch missing connections or conflicting outputs early. Step 3: Component Selection and Library Management Now choose real parts for every symbol. Verify availability, footprint accuracy, and electrical ratings. Crucially, use trusted library data — a wrong land pattern is one of the most common causes of unassemblable boards. Strong library management keeps footprints, symbols, and 3D models consistent across projects. Step 4: Board Setup and Stack-Up Design Define the physical board: outline, layer count, and stack-up. The stack-up sets how signal, power, and ground layers are arranged, along with dielectric thicknesses. For high-speed nets, this is where you plan controlled impedance. As a rule, every signal layer should have an adjacent reference plane for a clean return path. Layer Count Typical Use 2 Layers Simple, low-speed, cost-sensitive boards 4 Layers Most products; dedicated power and ground planes 6–8 Layers High-speed digital, dense routing, controlled impedance 10+ Layers Complex multi-processor and HDI designs Step 5: Component Placement With the board set up, position your parts. Good placement drives everything that follows. Group related circuits, keep high-speed paths short, separate analog from digital, and place connectors and mounting holes per the mechanical drawing. Smart placement makes routing easier and improves thermal and signal performance at the same time. Step 6: Routing and Copper Pour Now connect the dots. Routing lays the copper traces that carry each signal, while a copper pour fills open areas — usually with ground — to improve return paths, shielding, and heat spreading. Match trace widths to current, control impedance on critical nets, and avoid sharp acute angles. Route power and high-speed signals first, then fill in the rest. Step 7: Design Rule Check and Verification Before release, run a design rule check (DRC). The DRC flags violations such as traces too close together, undersized clearances, or unconnected nets. Fix every error, then verify against your original spec. For demanding boards, add pre/post-layout simulation to confirm signal and power integrity. Step 8: Generate Manufacturing Outputs Finally, export the data the factory needs: Gerber (RS-274X) or ODB++ files, an NC drill file, a bill of materials, and assembly drawings. Review these outputs carefully, because they are what actually gets built. A clean handoff here connects your design directly to PCB manufacturing and assembly. PCB Design Tools Compared Your toolset shapes how efficiently you move through the PCB design workflow. The table below compares three widely used options. Tool Best For Notes Altium Designer Professional, high-speed, and complex multi-layer boards Unified environment with strong routing and library management OrCAD (Cadence) Enterprise teams needing advanced simulation Tight integration with Cadence analysis tools KiCad Startups, makers, and budget-conscious teams Free and open-source with a fast-growing feature set There is no single “best” tool — the right choice depends on board complexity, budget, and team workflow. Many engineers learn on KiCad and graduate to OrCAD or Altium Designer for high-speed production work. Best Practices for Printed Circuit Board Design Apply these proven practices to raise quality on every project: For products with tight enclosures, coordinate early with mechanical integration so the board fits and cools correctly.
